
zamknąć
Wybierz swoją witrynę
Światowy
Media społecznościowe
Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2025-11-07 Pochodzenie: Strona
Obróbka szkła CNC wykorzystuje inteligentne narzędzia komputerowe do cięcia szkła optycznego o wysokiej przepuszczalności. W procesie tym powstają szczegółowe wzory i kształty. Są one potrzebne w przypadku specjalnych konstrukcji optycznych. Maszyny pracują szybko i dokonują dokładnych zmian. Pomaga to zachować przejrzystość szkła i jego prawidłowe działanie. Eksperci stosują również metody cięcia laserowego i drutu diamentowego. Pomagają one w przypadku delikatnych materiałów szklanych.
Technologia CNC ogranicza ilość odpadów i gwarantuje, że każdy element zostanie wykonany prawidłowo. Pomaga to w tworzeniu lepszych produktów optycznych.
Obróbka CNC umożliwia bardzo dokładne cięcia w szkle optycznym o wysokiej przepuszczalności. Może ciąć z błędem wynoszącym zaledwie ±0,01 mm. Pomaga to zmniejszyć liczbę błędów w częściach optycznych.
szkło optyczne o wysokiej przepuszczalności . Aby uzyskać wyraźny obraz w wielu zastosowaniach, potrzebne jest Jest stosowany w obrazowaniu medycznym i lotnictwie. Jego specjalne cechy pomagają urządzeniom optycznym działać lepiej.
Technologia CNC pomaga zużywać mniej materiału i utrzymuje tę samą jakość w każdej partii. Dzięki temu produkty optyczne są lepsze i obniżają koszty ich wytwarzania.
Inne sposoby cięcia szkła, takie jak cięcie laserem i drutem diamentowym, mają swoje zalety. Cięcie laserowe najlepiej sprawdza się w przypadku cienkiego szkła. Cięcie drutem diamentowym jest lepsze w przypadku grubego szkła i bardzo dokładnej optyki.
Częste sprawdzanie jakości i ostrożne obchodzenie się ze szkłem podczas cięcia pozwala zachować jego przejrzystość i wytrzymałość. Dzięki temu szkło spełnia wysokie standardy w zakresie dobrego działania.

Źródło obrazu: piksel
Szkło optyczne o wysokiej przepuszczalności umożliwia łatwe przenikanie światła. Traci bardzo mało światła. Dzięki temu jest przydatny dla wielu urządzeń. Szkło jest bardzo przejrzyste. Nie reaguje zbytnio z chemikaliami. Można go łatwo kształtować i ciąć. Maszyny CNC pomagają nadać szkłu odpowiednie kształty.
Szkło optyczne o wysokiej przepuszczalności pomaga ludziom widzieć wyraźny obraz. Pomaga także dokładnie mierzyć rzeczy w wielu obszarach.
Poniższa tabela zawiera listę rodzajów szkła optycznego o wysokiej przepuszczalności. Pokazuje także, do czego się ich używa:
| Rodzaj szkła | Charakterystyka | Zastosowania |
|---|---|---|
| HT i HTultra | Bardzo wysoka jakość, optymalna przepuszczalność, lepszy udział koloru | Pryzmaty do kamer 3D, wysokiej klasy systemy projekcyjne, lornetki |
| Szkło o wysokiej jednorodności | Niezwykle wąska zmienność współczynnika załamania światła, najwyższa jakość | Lasery dużej mocy, metrologia wrażliwa na fale, technologia satelitarna, zastosowania astronomiczne |
| Szkło i-Line | Wysoka jednorodność współczynnika załamania światła, wysoka przepuszczalność UV przy 365 nm | Specjalistyczne zastosowania optyczne wymagające przepuszczalności promieni UV |
Właściwości fizyczne i optyczne są ważne dla działania szkła. Należą do nich:
Gęstość: od 2,39 g/cm³ do 6,19 g/cm³.
Współczynnik rozszerzalności cieplnej: Zwykle od 7,00 do 9,00 x 10^–6/°C.
Wysoka przezroczystość: dobrze przepuszcza światło.
Stabilność chemiczna: Nie zmienia się zbytnio w różnych miejscach.
Dobra wydajność przetwarzania: sprawia, że cięcie CNC jest łatwe i dokładne.
Wiele gałęzi przemysłu wykorzystuje szkło optyczne o wysokiej przepuszczalności. Oto kilka przykładów:
Ekrany dla elektroniki
Maszyny do obrazowania medycznego
Narzędzia naukowe i teleskopy
Czujniki samochodowe i samolotowe
Kamery bezpieczeństwa i bezpieczeństwa
Szkło optyczne o wysokiej przepuszczalności jest bardzo ważne w przypadku specjalnych konstrukcji optycznych. Inżynierowie wybierają to szkło, aby uzyskać wyraźne zdjęcia i dobre pomiary. Poniższa tabela pokazuje, w jaki sposób to szkło jest wykorzystywane w różnych zastosowaniach:
| Obszar zastosowania | Korzyści ze szkła optycznego o wysokiej przepuszczalności |
|---|---|
| Lotnictwo | Utrzymuje utratę światła i zniekształcenia na bardzo niskim poziomie, zapewniając dokładną optykę. |
| Medycyna | Zapewnia wyraźny widok badań medycznych i zdjęć. |
| Metrologia Przemysłowa | Sprawia, że pomiary są dokładniejsze w przypadku dobrych części szklanych. |
| Aparaty konsumenckie | Pomaga aparatom robić ostre i szczegółowe zdjęcia. |
| Projektory cyfrowe | Wyświetla bardzo wyraźne obrazy z dużą ilością światła przechodzącego. |
Szkło optyczne o wysokiej przepuszczalności pomaga projektantom dokładnie kontrolować światło. Pomaga uzyskać ostre obrazy. Szkło to służy do budowy nowych i lepszych urządzeń w wielu dziedzinach.
Obróbka CNC umożliwia inżynierom bardzo precyzyjne cięcie szkła optycznego. Maszyny mogą wykonywać cięcia z dokładnością do ±0,01 mm. Ta dokładność pomaga zapobiegać błędom w soczewkach i pryzmatach. Programy komputerowe sprawdzają, czy każdy element pasuje do projektu. Operatorzy używają komputerów, aby każde cięcie było takie samo. Kontrole jakości monitorują proces i pomagają zachować powtarzalność wyników.
Programy komputerowe pomagają sprawić, aby każda partia była taka sama. Kontrole jakości zapewniają powtarzalność każdej partii.
Poniższa tabela porównuje obróbkę CNC ze starszymi metodami szkła optycznego o wysokiej przepuszczalności:
| Zaleta | Opis |
|---|---|
| Precyzja i dokładność | Maszyny CNC tną szkło z bardzo małymi błędami. Jest to dobre w przypadku szczegółowych projektów i małych przestrzeni. |
| Konsystencja | Maszyny CNC wykonują w kółko te same cięcia. Dzięki temu wszystkie elementy wyglądają tak samo. |
| Efektywność | Cięcie szkła CNC jest szybsze niż cięcie ręczne. Oszczędza to czas i pozwala na wykonanie większej liczby elementów. |
| Wszechstronność | Maszyny CNC pracują z wieloma rodzajami i grubościami szkła. Z łatwością mogą tworzyć twarde kształty. |
| Bezpieczeństwo | CNC chroni ludzi przed niebezpieczną pracą. Zmniejsza to ryzyko odniesienia obrażeń. |
Obróbka CNC może tworzyć twarde kształty i krzywe. Pomaga to projektantom w tworzeniu specjalnych części optycznych. Proces ten oszczędza szkło poprzez rozsądne wykorzystanie arkuszy. Obniża także koszty i zwiększa bezpieczeństwo pracy poprzez mniejsze wykorzystanie pracy fizycznej.
Szkło optyczne o wysokiej przepuszczalności wymaga starannego cięcia, aby zachować dobrą jakość. Obróbka CNC pozwala uzyskać gładkie powierzchnie o niewielkiej chropowatości. Dzięki tym funkcjom szkło pozostaje płaskie i przejrzyste. Dokładne testy sprawdzają, jak przejrzyste i czyste jest szkło. Zamglenie i przechodzące światło wpływają na wygląd i działanie szkła.
| właściwości | Opis |
|---|---|
| Transmisja światła | Ile światła przechodzi przez szkło w porównaniu z tym, co do niego trafia. |
| Mgła | Stopień zmętnienia szkła z powodu rozproszonego światła, podawany w procentach. |
| Przejrzystość | Stopień przezroczystości i czystości szkła, co wpływa na jego wygląd. |
| Odbicie | Ile światła odbija się od szyby, co ma znaczenie dla jej działania. |
Obróbka CNC pomaga zachować przejrzystość i czystość szkła. Proces zapewnia wysoką przepuszczalność światła i niskie zamglenie. Inżynierowie stosują te zasady do sprawdzania gotowego szkła. Dzięki temu szkło będzie działać w przypadku kamer, czujników i narzędzi naukowych.
Obróbka CNC szybko i dobrze usuwa szkło. W procesie tym wykorzystuje się inteligentne sterowanie, aby szybko i dokładnie odbierać materiał. Rzeczy takie jak Czas impulsu lasera, długość fali, prędkość i energia wpływają na skuteczność usuwania szkła. Tryb serii i ogniskowanie w kształcie linii zapewniają lepsze cięcie i niższą temperaturę.
Czas impulsu lasera zmienia sposób dostarczania energii.
Długość fali zmienia stopień absorpcji i skuteczność działania.
Prędkość pomaga szybciej usunąć szkło.
Energia impulsu zmienia jakość i bezpieczeństwo cięcia szkła.
Tryb serii pomaga lepiej ciąć przy mniejszym nagrzewaniu.
Ostrość w kształcie linii sprawia, że cięcia są gładsze.
Obróbka CNC sprawia, że szkło jest płaskie i gładkie. Dzięki tym cechom szkło dobrze sprawdza się w układach optycznych. Proces jest szybki i zapewnia wytrzymałość szkła. Inżynierowie wybierają obróbkę CNC, ponieważ jest szybka, dokładna i zapewnia dobrą jakość.

Źródło obrazu: piksel
Inżynierowie zaczynają od tworzenia projektów w oprogramowaniu CAD. Rysują kształty 2D lub budują modele 3D. Pokazują one wymagany rozmiar i kształt. Zespół sprawdza półfabrykat szklany pod kątem ewentualnych problemów. Przed cięciem szukają pęknięć lub śladów. Kilka narzędzi inspekcyjnych pomaga im sprawdzić szybę. Poniższa tabela zawiera listę typowych sposobów kontroli szkła:
| Technologia kontroli | Opis | Stosowane narzędzia/sprzęt |
|---|---|---|
| Kontrola wizualna | Inspektorzy szukają zadrapań lub zmian koloru. | Szkła powiększające, oświetlenie |
| Systemy metrologii optycznej | Wykorzystuje światło do bardzo dokładnego wyszukiwania problemów z powierzchnią. | Czujniki optyczne, oprogramowanie do przetwarzania obrazu |
| Systemy wizyjne maszynowe | Kamery i oprogramowanie same wykrywają defekty. | Kamery, systemy oświetleniowe, oprogramowanie |
| Współrzędnościowe maszyny pomiarowe (CMM) | Mierzy kształt, aby znaleźć nierówne miejsca. | Maszyna CMM, oprogramowanie pomiarowe |
| Badania ultradźwiękowe | Wysyła fale dźwiękowe, aby znaleźć ukryte pęknięcia. | Przetwornik ultradźwiękowy, łącznik |
| Skanowanie 3D | Tworzy mapę, aby sprawdzić, jak szorstkie jest szkło. | Skaner 3D, oprogramowanie |
Po sprawdzeniu inżynierowie upewniają się, że szkło jest mocne i przezroczyste. Ten krok pomaga zatrzymać problemy podczas obróbki CNC.
Operatorzy starannie przygotowują maszynę cnc. Trzymają szklaną płytkę mocno na swoim miejscu. W maszynie umieszczane są odpowiednie narzędzia tnące. Zespół ustawia takie parametry, jak prędkość wrzeciona i prędkość posuwu. Kalibracja musi być idealna, ponieważ małe błędy mają znaczenie. Programy komputerowe sterują głowicą tnącą. Programy te wykorzystują dane CAD i podążają za projektem. Dobra konfiguracja pomaga maszynie pracować szybko i spełniać rygorystyczne wymagania dotyczące szkła optycznego.
Wskazówka: Dokładna konfiguracja i kalibracja pomagają uniknąć błędów i utrzymać wysoką jakość szkła.
Podczas cięcia sterownik cnc porusza głowicą tnącą. Podąża zaprogramowaną ścieżką. Inżynierowie obserwują proces, aby utrzymać go na stałym poziomie. Słuchają dźwięku podczas cięcia. Dziwne dźwięki mogą oznaczać, że coś jest nie tak. Zespół często sprawdza zużycie narzędzi. Ostre narzędzia pomagają w wykonywaniu czystych cięć. Sprawdzają także szkło podczas cięcia. Zapewnienie bezpieczeństwa ustawień pomaga uniknąć problemów.
Słuchanie dźwięków cięcia pomaga wcześnie wykryć problemy.
Stabilne cięcie pozwala uzyskać takie same rezultaty za każdym razem.
Sprawdzanie zużycia narzędzia zapewnia czystość cięć.
Obserwacja procesu pozwala sprawdzić, czy części są wykonane prawidłowo.
Technologia laserowa jest często stosowana w maszynach CNC. Lasery potrafią bardzo precyzyjnie ciąć szkło. Pomagają zatrzymać odpryski. Inżynierowie zmieniają ustawienia lasera, takie jak czas impulsu i długość fali. Kontroluje to, ile szkła jest usuwane. Łączne użycie cnc i laserów pomaga uzyskać gładkie powierzchnie i przyspieszyć pracę.
Po cięciu zespół poleruje szkło, aby było przejrzyste. Stopniowo używają wodoodpornego papieru ściernego. Zaczynają od szorstkiego papieru ściernego i przechodzą do gładszych. Szlifowanie na mokro usuwa ślady z każdego kroku. Następnie używają koła płóciennego i pasty polerskiej. Dzięki temu szkło znów będzie lśniące. Czasami polerowanie płomieniowe lekko topi powierzchnię. Dzięki temu szkło nabiera błyszczącego wyglądu. Ostatnim krokiem jest nałożenie twardej powłoki antyrefleksyjnej. Chroni to szkło i poprawia jego wygląd.
Kontrola jakości jest bardzo ważna. Inżynierowie testują każdy element pod kątem rozmiaru i właściwości optyczne . Do pomiaru szkła używają suwmiarki i komparatora. Dokładne testowanie pomaga wcześnie wykryć problemy. Sprawdzanie i doskonalenie pozwala utrzymać wysokie standardy. Zaawansowane metody pozwalają mieć pewność, że każda część szkła optycznego jest dobrze wykonana.
Uwaga: Dokładne polerowanie i rygorystyczne testy pomagają utrzymać czystość szkła i spełniają wszystkie wymagania dotyczące szkła optycznego.
Cięcie laserowe wykorzystuje silne światło do kształtowania szkła optycznego. Inżynierowie wybierają tę metodę w przypadku cienkiego szkła i skomplikowanych kształtów. Laser topi lub zamienia szkło w gaz wzdłuż ustalonej ścieżki. Dzięki temu uzyskujemy gładkie krawędzie i drobne detale. Operatorzy zmieniają czas i energię impulsu lasera, aby kontrolować cięcie. Cięcie laserem jest dobre dla lekkiej optyki, ponieważ nie dotyka szkła.
Cięcie laserowe ma wiele zalet:
Wykonuje dokładne cięcia w przypadku twardych projektów.
Działa szybko, umożliwiając wykonanie dużej liczby elementów.
Nie wywiera dużego nacisku na szkło.
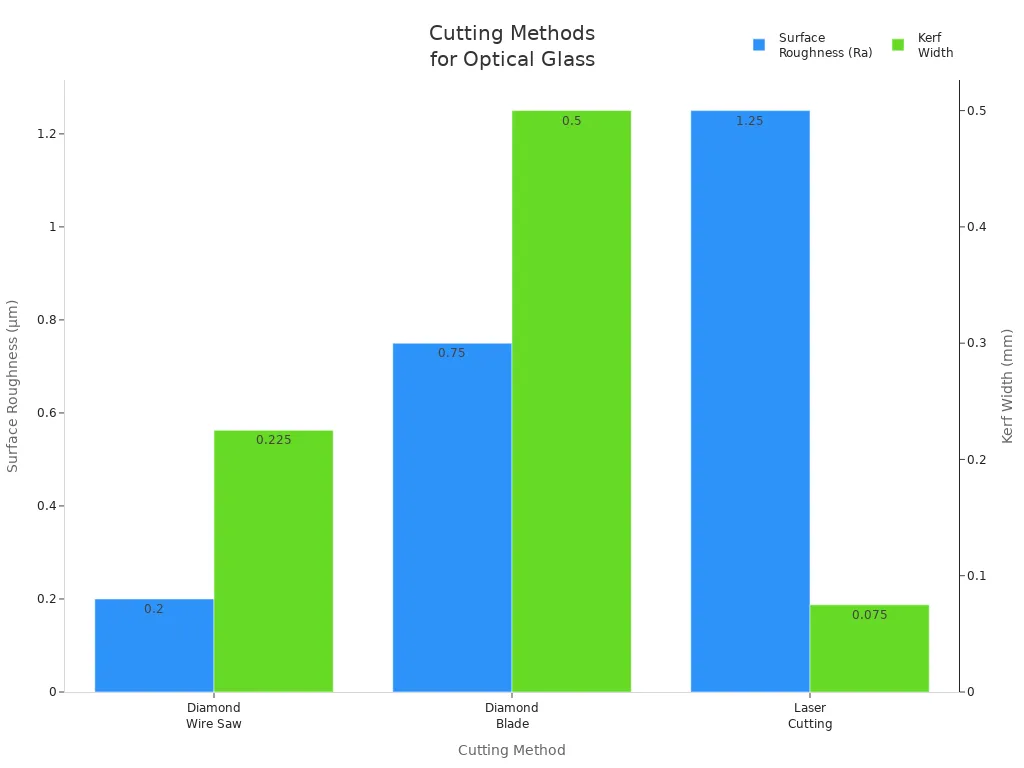
Cięcie laserowe może jednak spowodować powstanie drobnych pęknięć i gorących punktów. Problemy te mogą obniżyć jakość szkła, jeśli nie będą uważnie obserwowane. Szerokość cięcia jest bardzo mała, zwykle od 0,05 do 0,1 mm. Inżynierowie korzystają z cięcia laserowego w przypadku cienkiego szkła i kształtów wymagających drobnych szczegółów.
Cięcie drutem diamentowym wykorzystuje cienki drut z bitami diamentowymi. Drut porusza się szybko i przecina grube szkło optyczne. W ten sposób można dotrzeć do tolerancja ±0,02 mm . Jest to ważne w przemyśle lotniczym, obrazowaniu medycznym i produkcji chipów. W wyniku tego procesu często uzyskuje się bardzo gładką powierzchnię mniej niż 0,2 µm Ra . Inżynierowie lubią ciąć drutem diamentowym grube szkło i dokładna optyka.
Poniższa tabela pokazuje porównanie pił diamentowych z innymi sposobami:
| Parametr | Piła diamentowa z | ostrzem diamentowym | Cięcie laserowe |
|---|---|---|---|
| Chropowatość powierzchni (Ra) | 0,1–0,3 µm | 0,5–1,0 µm | 0,5–2,0 µm |
| Pęknięcia podpowierzchniowe | Prawie żaden | Umiarkowany | Możliwe mikropęknięcia |
| Szerokość szczeliny | 0,15–0,3 mm | 0,4–0,6 mm | 0,05–0,1 mm (ale z HAZ) |
| Wpływ termiczny | Nic | Niski | Wysokie (ryzyko dwójłomności naprężeniowej) |
| Najlepsze dla | Grube szkło optyczne (>3mm), precyzyjna optyka | Cięcie zgrubne, grube bloki | Cienkie szkło, skomplikowane kształty |
Cięcie drutem diamentowym nie powoduje prawie żadnych pęknięć pod powierzchnią. Dzięki temu procesowi szkło jest mocne i przejrzyste. Inżynierowie używają tego sposobu w przypadku drogich części optycznych. Pomaga zrobić lekka optyka i skomplikowane kształty z dużą dokładnością.
Wskazówka: Cięcie drutem diamentowym jest najlepsze w przypadku grubego szkła i części wymagających gładkiego wykończenia.
Mikropęknięcia mogą sprawić, że szkło optyczne stanie się słabsze i mniej przejrzyste. Inżynierowie stosują różne sposoby, aby zatrzymać te drobne pęknięcia podczas cięcia CNC. Wydmuchują chłodne powietrze w miejsce przecięcia szkła. Dzięki temu szkło nie nagrzeje się zbyt mocno. Specjalne smary ułatwiają przesuwanie narzędzia tnącego. W pomieszczeniu utrzymuje się zadana temperatura umożliwiająca ostrożną pracę. Powolne schładzanie szkła zatrzymuje nagłe zmiany i naprężenia wewnątrz.
Bardzo ważne są kroki łagodzące stres. Technicy podgrzewają szkło prawie do punktu zmiany, a następnie powoli je schładzają. Pozostawiają dodatkowy materiał i pozwalają szkłu odpocząć przed ostatecznym cięciem. Obróbka etapowa i sprawdzanie pomiędzy każdym etapem pozwala wcześnie wykryć problemy. Mapowanie temperatury w pomieszczeniu pomaga kontrolować wzrost i kurczenie się szkła.
Szkło optyczne o wysokiej przepuszczalności musi pozostać przezroczyste po cięciu. Czyste narzędzia i pomieszczenia pomagają utrzymać brud z daleka. Inżynierowie polerują szkło, aby usunąć szorstkie plamy. Dodają powłoki antyrefleksyjne, które przepuszczają więcej światła. Ostrożne obchodzenie się z nim zapobiegnie odciskom palców i kurzowi, powodując zmętnienie szkła. Regularne kontrole sprawdzają, czy nie ma zamglenia lub mgły. Dzięki tym krokom szkło będzie dobrze działać w aparatach, czujnikach i narzędziach naukowych.
Dokładność wymiarowa jest ważna w przypadku części ze szkła optycznego. Inżynierowie używają specjalnych narzędzi pomiarowych, aby sprawdzić najdrobniejsze szczegóły. Surowe kontrole jakości odbywają się na każdym etapie produkcji części. Poniższa tabela zawiera listę sposobów pomiaru:
| techniki pomiaru | Opis |
|---|---|
| CMM | Sprawdza, czy rozmiar części jest prawidłowy. |
| Interferometry | Mierzy, jak gładka i płaska jest powierzchnia. |
| Komparatory optyczne | Porównuje rozmiary części z właściwymi normami. |
Pracownicy sprawdzają każdą część po cięciu i polerowaniu. Dopasowują wyniki do planów projektowych. Dzięki temu każdy element pasuje i działa prawidłowo.
Uważna obserwacja i inteligentne narzędzia pomagają zachować prawidłowe i niezawodne działanie każdej części szkła optycznego.
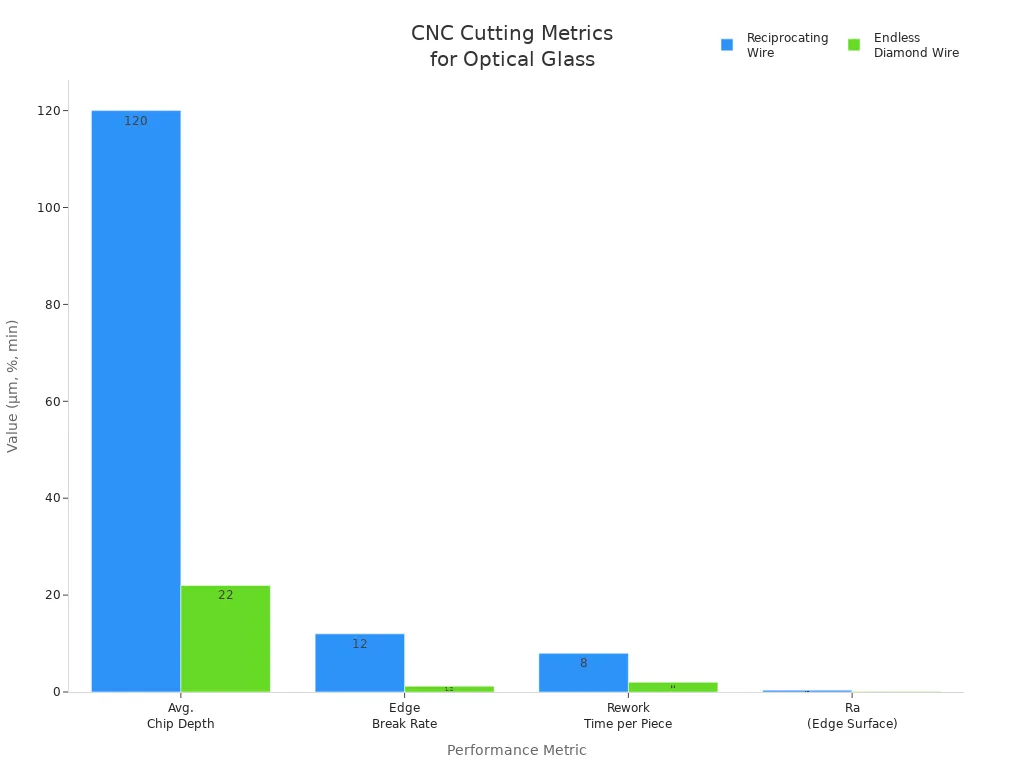
Cięcie CNC szkła optycznego może powodować odpryski i uszkodzenia cieplne. Odpryski powodują, że krawędzie są szorstkie i słabe. Uszkodzenia cieplne mogą zmienić szkło i pogorszyć jego stan. Inżynierowie używają różnych przewodów, aby rozwiązać te problemy. Niekończący się drut diamentowy działa znacznie lepiej niż drut posuwisto-zwrotny.
| Metryczny | drut posuwisto-zwrotny | niekończącego się drutu diamentowego | Ulepszenie |
|---|---|---|---|
| Śr. Głębokość wióra | 120 μm | 22 μm | ↓ 81,7% |
| Szybkość łamania krawędzi | 12% | 1,2% | ↓ 90% |
| Czas przeróbki na sztukę | 8 minut | 2 minuty | ↓ 75% |
| Ra (powierzchnia krawędzi) | 0,38 μm | 0,12 μm | Poprawiona polerowalność |
Inżynierowie stosują wiele sposobów zapobiegania uszkodzeniom cieplnym:
Chłodzenie pomaga chronić szkło. Sprężone powietrze sprawdza się w przypadku lekkich skaleczeń. Chłodzenie mgłą za pomocą chłodziw na bazie wody pomaga w przypadku głębokich cięć. Nie stosuje się chłodzenia zalewowego, ponieważ może to spowodować wstrząs szyby.
Wybór odpowiedniego narzędzia jest ważny. Ostre narzędzia węglikowe o gładkich powierzchniach i dobrych kątach tną lepiej. Specjalne wiertła o ostrych kątach zapobiegają wykruszaniu się.
Prędkość i posuw muszą być ustawione prawidłowo. Prędkości skrawania od 500 do 1000 stóp/min sprawdzają się dobrze. Wiele przejść światła utrzymuje ciepło na niskim poziomie.
Dobre planowanie i odpowiednie narzędzia pomagają zachować trwałość i przejrzystość szkła.
Szkło optyczne może być inne w każdej partii. Zmiany te wpływają na sposób cięcia i polerowania szkła. Inżynierowie testują każdą partię przed rozpoczęciem. Sprawdzają gęstość, klarowność i skład chemiczny. Jeśli szkło zachowuje się inaczej, zmieniają się ustawienia maszyny. Czasami zmieniają prędkość skrawania lub używają nowych narzędzi. Regularne kontrole podczas cięcia pomagają wcześnie wykryć problemy.
Inżynierowie używają czujników do obserwacji szkła podczas cięcia.
Zapisują dane i porównują je ze starymi partiami.
Jeśli widzą zmiany, zmieniają proces, aby utrzymać wysoką jakość.
Inteligentne kontrole i szybkie zmiany pomagają utrzymać najwyższą jakość każdego elementu szkła optycznego.
Obróbka szkła CNC pomaga inżynierom wytwarzać mocne, przezroczyste szkło. Inne zaawansowane metody cięcia również pomagają w tym zadaniu. Te sposoby wymagają ostrożnych kroków, aby utrzymać szkło w dobrym stanie. Precyzja i wysoka skuteczność ablacji pomagają w niestandardowych projektach optycznych. Wiele branż wykorzystuje te rozwiązania dla lepszych wyników.
CNC i inne metody dają więcej możliwości przyszłej produkcji elementów optycznych.
Szkło optyczne o wysokiej przepuszczalności pomaga inżynierom w wytwarzaniu soczewek i luster. Części te przepuszczają więcej światła przez optykę. Naukowcy wykorzystują je w teleskopach i kamerach. Używają ich również w mikroskopach, aby zobaczyć wyraźne obrazy.
Cięcie CNC sprawia, że powierzchnie są gładkie, a krawędzie ostre. Dzięki temu optyka działa lepiej. Inżynierowie używają maszyn CNC ze względu na dokładność. Dobra jakość oznacza mniej strat światła i wyraźniejszy obraz.
Cięcie drutem diamentowym sprawia, że grube szkło optyczne staje się gładkie. W ten sposób zmniejszysz pęknięcia i wzmocnisz optykę. Inżynierowie używają go do dokładnej optyki w narzędziach medycznych. Używają go również w sprzęcie lotniczym i naukowym.
Technicy używają specjalnych narzędzi do pomiaru rozmiaru i przejrzystości. Sprawdzają, czy optyka odpowiada planom projektowym. Testy sprawdzają przejście światła, zamglenie i płaskość. Dobre wyniki pokazują, że optyka będzie działać dobrze.
Cięcie laserowe może powodować drobne pęknięcia lub gorące punkty w optyce. Inżynierowie uważnie obserwują proces. Zmieniają ustawienia lasera, aby chronić szkło. Staranna kontrola sprawia, że optyka jest wyraźna i mocna.







































