
blízko
Vyberte si svůj web
Globální
Sociální média
Zobrazení: 0 Autor: Editor webu Čas publikování: 2025-11-07 Původ: místo
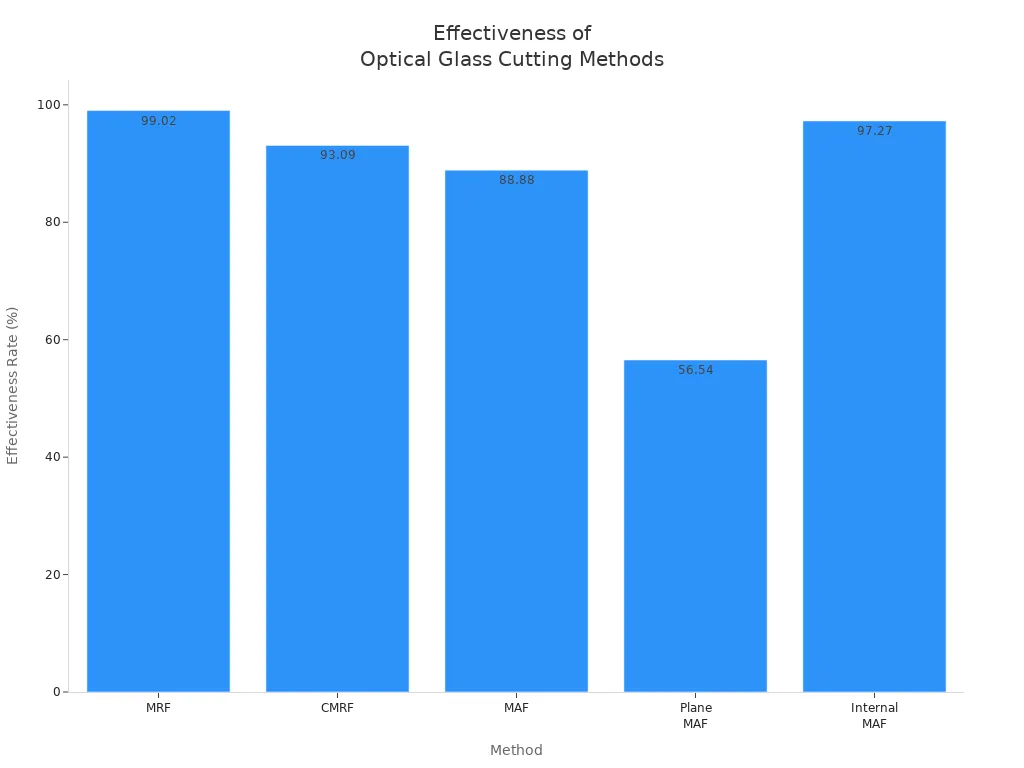
Kontrola hladkosti povrchu při řezání optického skla je velmi důležitá. Pomáhá získat dobrý optický výkon. Výrobci používají různé způsoby, jak udržet povrch pěkný. Nejlepšími způsoby jsou magnetoreologické dokončování (MRF) a vnitřní dokončování za pomoci magnetického pole (vnitřní MAF). Tyto metody fungují dobře a mají účinnost přes 97 %.
| metody (%) | Míra účinnosti |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Letadlo MAF | 56.54 |
| Interní MAF | 97.27 |
Nové řezné a lešticí nástroje, jako je řezání laserem a CNC obrábění, dělají věci lépe a rychleji. Tyto nové nástroje pomáhají vyrábět přesné díly a umožňují výrobu mnoha najednou.
Je důležité kontrolovat povrchovou úpravu dobrý optický výkon . Hladké povrchy pomáhají čočkám pracovat lépe a rozptylují méně světla.
Díky novým metodám řezání, jako je řezání laserem a CNC obrábění, je optické sklo přesnější a rychleji se vyrábí.
Dobré měření drsnosti povrchu pomáhá včas najít problémy. To zajišťuje, že optické části vydrží dlouho a zůstanou vysoce kvalitní.
Pokročilé metody leštění, jako je leštění pomocí magnetického pole, činí povrchy velmi hladkými a rychle. To pomáhá při výrobě více dílů najednou.
Udržování nástrojů v čistotě a kontrola opotřebení napomáhá lepšímu leštění. To vede k lepší kvalitě povrchu kusů optického skla.
Kontrola povrchové úpravy je u optických skleněných dílů velmi důležitá. Když se tvůrci zaměří na povrchovou úpravu, čočky se stanou přesnějšími ve tvaru. Odborníci to ověřují měření drsnosti povrchu, chyby povrchu a zvlnění . Tyto věci mění, jak dobře čočka funguje v optickém systému. Výzkumníci zjistili, že chyby u přípravků a opotřebovaných nástrojů mohou změnit přesnost povrchu. Studie Konga a kol. a Karl Zeiss Company použili matematiku, aby ukázali, jak se tvar povrchu propojuje s optickým výkonem.
Drsnost povrchu způsobuje rozptyl světla, což snižuje kontrast obrazu a způsobuje zkreslení.
Drobné prvky na povrchu odrážejí světlo mnoha způsoby, což snižuje kvalitu obrazu.
Nerovné povrchy mění fázi světla, což může zhoršit rozlišení a zaostření.
Tvůrci používají nové technologie k řešení těchto problémů. Ultrazvukové vibracemi asistované pomalé servo soustružení nástrojů (UVSTS) pomáhá zrychlit a zpřesnit obrábění. UVSTS může dosáhnout drsnosti povrchu až 1 nm Sa, takže výsledky jsou velmi přesné bez dalších kroků.
Při výrobě velkého množství dílů z optického skla záleží také na kontrole povrchové úpravy. Dobré povrchy snižují rozptyl a zvyšují kontrast obrazu, což napomáhá optickému výkonu. Přísnější pravidla pro škrábání umožňují lepší fungování systémů, zejména u silných laserů. Nižší hodnoty Ra pomáhají zastavit rozptyl a propouštět více světla. Filtry vyrobené podle přísných pravidel mohou vydržet přes 10 000 hodin a stále dobře fungují.
Špatná povrchová úprava způsobuje rychlejší selhání nátěrů a znamená více oprav.
Výroba se může zpomalit v místech, jako jsou továrny na polovodiče, pokud kvalita povrchu klesne.
| výzvy | Popis | Současná technologie řešení výzvy |
|---|---|---|
| Vysoká přesnost | Tvrdé křehké sklo dělá přesnost tvrdé. | UVSTS umožňuje rychlejší a přesnější práci. |
| Tvorba trhlin | Během řezání může dojít k prasklinám. | UVSTS pomáhá předvídat a kontrolovat trhliny. |
| Kvalita povrchu | Staré metody nemusí rychle získat dobrou kvalitu. | UVSTS získá drsnost 1 nm Sa bez dalších kroků. |
Výrobci musí kontrolovat povrchovou úpravu, aby udrželi krok s masovou výrobou a udrželi vysokou kvalitu. Tato kontrola zajišťuje, že každý díl optického skla splňuje přísná pravidla a dobře funguje při své práci.
Inženýři kontrolují, jak hladké nebo drsné je optické sklo. Tomu se říká měření drsnosti povrchu . Drsnost povrchu mění pohyb světla ve skle. Ovlivňuje také, jak dobře sklo v zařízeních funguje. ISO 21920 uvádí pravidla pro měření drsnosti povrchu. Tato pravidla mají tři části: povrchovou úpravu, termíny a parametry a operátory specifikace. To pomáhá inženýrům jasně mluvit o tom, co chtějí.
Existují tři hlavní způsoby měření drsnosti povrchu. Každý způsob ukazuje na povrchu něco jiného. Následující tabulka vysvětluje tyto způsoby:
| Parametr | Popis | Typický aplikační kontext |
|---|---|---|
| Ra | Měří průměrnou výšku povrchových nerovností. | Používá se ve výkresech a obecných kontrolách povrchu. |
| Rq | Zobrazuje standardní odchylku výšek povrchu. | Pomáhá najít velké problémy ve struktuře povrchu. |
| Rz | Vypočítá průměr pěti nejvyšších vrcholů a pěti nejnižších údolí. | Dobré pro těsnění povrchů a kontrolu opotřebení. |
Ra se snadno používá, ale na povrch se dívá pouze ve dvou rozměrech. Nezobrazuje celý tvar povrchu. Rq a Rz poskytují více podrobností o drsnosti. Použití 3D parametrů pomáhá inženýrům lépe vidět povrch a vědět, jak bude fungovat.
Tip: Měření drsnosti povrchu pomáhá včas najít problémy. Udržuje optické sklo v dobré funkci po dlouhou dobu.
Profilometry a další nástroje pomáhají měřit drsnost povrchu. Tyto nástroje kontrolují tvar povrchů. Zajišťují, aby produkty splňovaly přísná pravidla. Existují dva hlavní typy profilometrů: kontaktní a bezkontaktní.
Kontaktní profilometry používají stylus k dotyku povrchu. Jsou velmi přesné, ale mohou poškrábat měkké sklo.
Bezkontaktní profilometry využívají ke skenování povrchu lasery nebo světlo. Nedotýkají se skla, takže ho udržují v bezpečí. Tyto nástroje jsou rychlé a dokážou zkontrolovat mnoho povrchů.
Níže uvedená tabulka porovnává různé nástroje:
| typu nástroje | Možnosti měření |
|---|---|
| Optické profilometry | Bezkontaktní měření povrchových profilů, včetně převýšení povrchu jako funkce bočních souřadnic. Dokáže detekovat tvar povrchu, drsnost a izolované vady. |
| Nástroje pro povrchovou metrologii | Určuje drsnost, obrys a další parametry povrchu. Bezkontaktní a přizpůsobitelné různým měřicím úlohám. Vyhodnocuje geometrie a drsnost podle norem ISO. |
| 3D optické profilery | Poskytuje přesnou 3D optickou metrologii nezávislou na charakteristikách povrchu. Vhodné pro složité geometrie a splňující normy ISO. |
Nové nástroje pro měření drsnosti povrchu pomáhají výrobcům včas najít problémy. Pomáhají udržovat produkty ve správných mezích. Tyto nástroje fungují pro laserová zrcadla, hranoly a skleněné plochy. Používají se také pro výzkum a kontrolu kvality. Bezkontaktní způsoby měření drsnosti jsou bezpečné a spolehlivé. Mohou však stát více a nemusí fungovat dobře na velmi drsných površích.
Poznámka: Dobré měření drsnosti povrchu je důležité pro nátěry a optická zařízení. Pomáhá produktům vydržet déle a lépe fungovat.

Zdroj obrázku: pexels
Mechanické řezání používá speciální nástroje. Mezi tyto nástroje patří diamantové kotouče a nekonečné diamantové drátové pily. Pomáhají tvarovat optické skleněné díly s vysokou přesností. Diamantové kotouče mohou řezat tvrdou sklokeramiku. Ale tento proces často zanechává poškození pod povrchem. Nekonečné diamantové drátové pily pomáhají nástrojům vydržet déle. Udržují také stálou povrchovou úpravu. Ultra-přesné soustružení může dělat díly přesnější. Někdy se hrany během obrábění zhorší.
Sklokeramika je pevná, ale snadno se rozbije, takže se obtížně obrábí.
Přesné broušení činí povrchy velmi přesnými, ale určitá poškození zůstávají pod povrchem.
Ultra-přesné soustružení má problémy se zhoršováním hran.
| typu důkazu | Popis |
|---|---|
| Drsnost povrchu | Drsnost povrchu se mění se stylem řezání, materiálem a nastavením nástroje. |
| Míra vad | Rychlejší řezání a hlubší řezy způsobují více vad a nižší kvalitu. |
| Predikční modely | Inženýři používají modely k odhadu drsnosti povrchu z toho, jak zpracovávají součásti. |
Jak dobře funguje sklokeramická optika záleží na dokončení.
Odstranění křehkých částí může poškodit povrch a oblast pod ním.
Pravidelné soustružení diamantem nemůže vždy hladce odstranit tavený oxid křemičitý.
Diamantové drátové pily mohou zkrátit dobu leštění o 30–50 %. To šetří peníze a urychluje práci. Nové metody řezání také snižují poškození silou a teplem. To vede k lepším povrchům a rychlejší výrobě.
Tip: Výběr nejlepší metody mechanického řezání pomáhá kontrolovat povrchovou úpravu a vady při řezání optického skla.
Řezání vodním paprskem využívá k řezání skla silné proudy vody. Tímto způsobem jsou řezy hladké a přesné. Přispívá k lepšímu vzhledu povrchu. Řezání vodním paprskem zanechává drobné zářezy, takže vzniká málo odpadu. Proces také poskytuje lepší přesnost velikosti. Funguje dobře pro úlohy, které nevyžadují další dokončovací práce.
Řezání horkým vzduchem využívá horký vzduch k krájení skla. To může pomoci zastavit drobné praskliny a udržet okraje čisté. Řezání vodním paprskem i horkovzdušným paprskem pomáhá vytvářet lepší hrany a povrchy. To je důležité, když vyrábíte hodně části optického skla.
Řezání vodním paprskem dodává skleněným dílům hezčí vzhled.
Malé zářezy znamenají méně odpadu a lepší přesnost.
Mnoho společností používá řezání vodním paprskem pro díly, které nepotřebují další konečnou úpravu.
Poznámka: Řezání vodním paprskem a horkým vzduchem pomáhá udržovat dobrou kvalitu povrchu a přesnost velikosti při řezání optického skla.
Řezání laserem využívá k řezání skla soustředěné světelné paprsky. Paprsek se skla dotkne jen krátce. Tím zabráníte ohýbání nebo praskání skla. Laserové řezání zajišťuje hladké hrany a méně drobných prasklin nebo defektů. Na rozdíl od starších způsobů řezání laserem nepotřebuje po řezání broušení.
Hlinitokřemičité sklo řezané ns-355nm laserovými čipy cca 45,7µm.
Laser ps-1064nm vytváří čipy menší než 5µm.
Fs-515nm laser dělá čipy tak malé, že je nevidíte.
Laserová ablace shora dolů funguje dobře pro tenké sklo pod 0,5 mm s lasery ps nebo fs.
Pulzní 532nm laserová ablace zdola nahoru s kratšími pulzy vytváří menší čipy, zejména u tlustého skla nad 0,5 mm.
Laserové řezání zastaví otřesy a otřesy, které mohou sklo poškodit. Tímto způsobem jsou povrchy velmi hladké a pomáhají vytvářet složité tvary. Nové laserové řezací nástroje také urychlují práci a méně plýtvají. To snižuje náklady na výrobu dílů z optického skla.
Laserové řezání vytváří méně drobných prasklin a defektů.
Tento proces poskytuje hladké hrany bez další práce.
Lepší účinnost znamená velké úspory nákladů na řezání optického skla.
Tip: Laserové řezání poskytuje vysokou přesnost a kontrolu povrchové úpravy pro optické řezání skla. Je ideální pro výrobu mnoha dílů a pro pokročilé použití.

Zdroj obrázku: pexels
Chemicko-mechanické leštění a leštění kapoty přispívají k vyhlazení optického skla. Chemicko-mechanické leštění využívá k odstranění materiálu pad a kaši. To funguje dobře pro rovné povrchy, ale má problémy se složitými tvary. Leštění kapoty využívá měkký nástroj, který se ohýbá tak, aby odpovídal zakřiveným povrchům. Rychle odebírá materiál a povrchy jsou velmi přesné. Oba způsoby pomáhají vyrobit více skleněných dílů a udržet vysokou kvalitu.
| Metoda leštění | Propustnost Ráz Ráz | Výnos Ráz |
|---|---|---|
| Leštění kapoty | Rychle odstraňuje materiál a pasuje na zakřivené čočky | Velmi přesné povrchy, ale mohou mít zvláštní efekty |
| chemicko-mechanické leštění (CMP) | Funguje pouze na rovných površích, není vhodný pro složité tvary | Nevhodné pro liché nebo kulaté tvary |
Leštění kapoty využívá flexibilní způsob leštění. Funguje dobře pro zakřivené čočky a je velmi rychlý. Chemicko-mechanické leštění využívá velký pad a mísí chemikálie a tření. Pomáhá vyhladit sklo, ale funguje pouze na otevřených plochách.
| metody leštění | charakteristik | Omezení |
|---|---|---|
| Leštění kapoty | Flexibilní nástroj, rychlý úběr materiálu | Může mít zvláštní účinky, jako je ohýbání a relaxace |
| chemicko-mechanické leštění (CMP) | Používá velký pad, míchá chemikálie a tření | Funguje pouze pro otevřené povrchy, není dobré pro zvláštní tvary |
Tyto způsoby leštění pomáhají kontrolovat , jak bude sklo hladké. Díky nim je sklo lepší pro výrobu mnoha dílů. To znamená, že skleněné části jsou hladší a přesnější.
Leštění kapoty a chemicko-mechanické leštění pomáhá, aby sklo bylo velmi hladké a zlepšilo se, kolik dobrých dílů získáte, ale každý způsob má své vlastní problémy.
Dávkové leštění za pomoci magnetického pole a vícetryskové leštění jsou nové způsoby povrchové úpravy skla. Dávkové leštění s pomocí magnetického pole využívá magnety k pohybu drobných hrubých kousků. Dokáže vyleštit mnoho čoček současně. Díky tomu je sklo velmi hladké a drží správný tvar. Vícetryskové leštění využívá k leštění skla proudy drsné kapaliny. Oba způsoby umožňují rychlejší a lepší leštění.
| Technika | Doba procesu | Zlepšení drsnosti povrchu |
|---|---|---|
| MAF | 10 min (2–3 μm Rz až 0,1 μm Rz) | Velké zlepšení |
| MMJP | 75 sekund (0,21 μm Ra až 0,04 μm Ra) | Velmi přesné provedení |
| MMJP | 40 sekund (0,32 μm Ra až 0,03 μm Ra) | Skvělá kvalita povrchu |
Kang a tým vyrobili sklo hladší z 2−3 μm Rz na 0,1 μm Rz za 10 minut pomocí dávkového leštění za pomoci magnetického pole.
Wang a tým vyrobili sklo hladší z 0,21 μm Ra na 0,04 μm za 75 sekund pomocí vícepaprskového leštění.
Yin a tým získali drsnost 0,03 μm za pouhých 40 sekund pomocí vícepaprskového leštění.
Dávkové leštění s pomocí magnetického pole způsobuje, že sklo vypadá jako zrcadlo, aniž by ho poškodilo. Magnety pohybují hrubými nástavci, aby sklo jemně vyleštily. Díky tomu je sklo super hladké a velmi přesné. Vícetryskové leštění také velmi rychle zlepšuje kvalitu skla. Vědci zjistili, že delší leštění může způsobit více problémů. Použití magnetů pomáhá tryskám zasáhnout správné místo a zabraňuje jejich přílišnému šíření.
| metody leštění | Výhody |
|---|---|
| Rotační abrazivní kapalina Multi-Jet leštění | Dělá sklo hladší než staré způsoby. |
| Figurování iontovým paprskem | Velmi přesné a pracuje s měkkými materiály, získává super hladké sklo. |
| Magnetoreologická úprava | Umožňuje ovládat sílu tření, udržuje sklo v bezpečí a činí ho velmi hladkým. |
Dávkové leštění s pomocí magnetického pole a vícetryskové leštění pomáhá činit sklo hladší a přesnější. Tyto způsoby pomáhají urychlit mnoho skleněných dílů a zachovat pěkný povrch.
Dávkové leštění s pomocí magnetického pole a vícepaprskové leštění činí sklo hladkým a rychlým dokončením.
Pro leštění je důležité udržovat čisté nářadí a sklo. Čisté nástroje pomáhají dělat sklo hladší a lepší. CVD diamantové brusné nástroje mohou sklo velmi vyhladit. Jemné diamantové kotouče CVD poskytují povrchovou úpravu s drsností Ra 5 nm. Způsob, jakým se nástroj opotřebovává, mění hladkost skla.
Použijte vzduch k odfouknutí prachu bez poškození skla.
Čistěte měkkým hadříkem nebo hadříkem na čočky. Netřete tam a zpět, abyste neroznesli nečistoty.
Používejte bezpečné čisticí prostředky, jako je isopropylalkohol. Odstraňte nečistoty, místo abyste je přemisťovali.
Nové způsoby leštění , jako je rotační abrazivní kapalinové leštění s více tryskami a tvarování iontovým paprskem, pomáhají udržovat nástroje čisté a vydrží déle. Tyto způsoby dělají sklo velmi hladké a přesné. Magnetoreologická úprava využívá magnety k výrobě měkkého nástroje. Díky tomu je sklo super hladké a nezahřívá se.
Řídicí systém ve strojích na formování skla sleduje teplotu, tlak a rychlost. Při práci mění nastavení. To udržuje kvalitu stabilní a zabraňuje chybám při výrobě velkého množství skleněných dílů.
Leštění airbagů mění tlak vzduchu za účelem tvarování skla. Pomáhá rovnoměrně odstraňovat materiál a činí sklo hladším.
Magnetoreologické leštění využívá magnety k výrobě měkkého nástroje. Díky tomu je sklo velmi hladké a nezahřívá se.
Sledování v reálném čase mění teplotu a tlak.
Stroje používají senzory a chytré programy, aby udržovaly věci v pořádku.
Méně chyb znamená kvalitnější a hladší sklo.
Udržování nástrojů v čistotě a sledování opotřebení pomáhá lepšímu leštění. Udržuje sklo hladké a pomáhá vyrábět spoustu dobrých dílů.
Čisté nástroje a nové způsoby leštění přispívají k tomu, že sklo je velmi přesné a udržuje povrch pěkný při optickém leštění skla.
Nedávné studie ukazují, že leštění UV-CMP a UEV-CMP činí sklo hladším a rychleji se dokončuje. Níže uvedená tabulka ukazuje, jak tyto metody pomáhají:
| Metoda leštění | Materiál | Zlepšení MRR | Snížení drsnosti povrchu | Další zjištění |
|---|---|---|---|---|
| UV-CMP | Na bázi mědi | 90 % | 40 % | Pracuje rychleji a zlepšuje povrchy |
| UV-CMP | Safír | 60 % | 25 % | Vytváří na povrchu novou měkkou chemikálii |
| UEV-CMP | Monokrystalický křemík | 700 nm/min | 11 nm | Rychle odstraňuje měkkou vrstvu |
| UV-CMP | SiC | 19,51 % | N/A | Míchání ultrazvuku a Fentonovy reakce pomáhá urychlit práci |
Tvůrci udržují věci přesně tak, že vybírají dobré materiály, používají chytré stroje, hodně testují a často kontrolují kvalitu. V budoucnu budou existovat nanopovlaky, zelené způsoby práce, více robotů, 3D tisk, nové materiály a více způsobů výroby speciálních dílů.
Povrchová úprava mění pohyb světla v optice. Hladké povrchy pomáhají čočkám fungovat lépe. Vysoká kvalita povrchu činí optiku přesnější. Ultra hladké povrchy snižují rozptyl. To poskytuje jasnější obraz a lepší účinnost.
Výrobci používají speciální konečnou úpravu a rychlé leštění. Tyto způsoby odstraňují drobné nerovnosti a škrábance. Leštění pomocí magnetického pole pomáhá vyhladit povrchy. Pomáhá i chemicko-mechanické odstranění. Tyto kroky zlepšují přesnost a výkon.
Přesnost pomáhá optice zaostřit světlo správným způsobem. Vysoce přesná optika vyžaduje přesnou povrchovou strukturu. Dobrá přesnost znamená, že optika funguje dobře. Ultra hladký povrch snižuje chyby. To poskytuje vyšší účinnost a delší životnost.
Profilometry a metrologické nástroje kontrolují texturu a přesnost povrchu. Tyto nástroje skenují povrch optiky. Tvůrci je používají, aby splnili pravidla vysoké kvality. Přesné kontroly pomáhají kontrolovat odstraňování. To udržuje povrchy ultra hladké.
Kvalitní rychlé leštění rychle odstraňuje vady. Díky tomu jsou povrchy ultra hladké. Tvůrci šetří čas a pracují efektivněji. Optika splňuje přísné normy. Rychlé leštění pomáhá vytvářet přesnější optiku.









































