
fechar
Escolha o seu site
Global
Mídias Sociais
Visualizações: 0 Autor: Editor do site Horário de publicação: 07/11/2025 Origem: Site
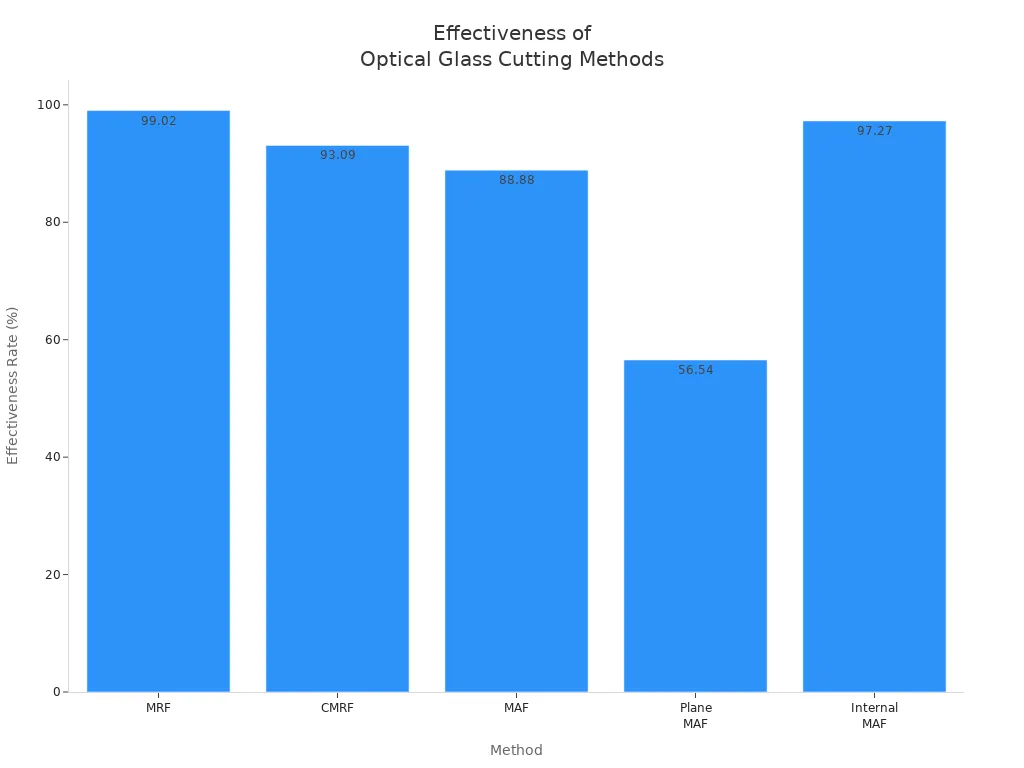
Controlar o quão lisa é a superfície no corte óptico de vidro é muito importante. Ajuda a obter um bom desempenho óptico. Os fabricantes usam maneiras diferentes de manter a superfície bonita. As melhores formas são o Acabamento Magnetoreológico (MRF) e o Acabamento Interno Assistido por Campo Magnético (MAF Interno). Esses métodos funcionam bem e têm taxas de eficácia superiores a 97%. Taxa de eficácia
| do método | (%) |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Avião MAF | 56.54 |
| MAF interno | 97.27 |
Novas ferramentas de corte e polimento, como corte a laser e usinagem CNC, tornam as coisas melhores e mais rápidas. Essas novas ferramentas ajudam a fabricar peças exatas e permitem fabricar muitas de uma vez.
É importante controlar o acabamento superficial para bom desempenho óptico . Superfícies lisas ajudam as lentes a funcionar melhor e a espalhar menos luz.
Novos métodos de corte, como corte a laser e usinagem CNC, tornam o vidro óptico mais preciso e rápido de produzir.
Medir bem a rugosidade da superfície ajuda a encontrar problemas precocemente. Isso garante que as peças ópticas durem muito e permaneçam de alta qualidade.
Métodos avançados de polimento, como o polimento assistido por campo magnético, tornam as superfícies muito lisas e rápidas. Isso ajuda na fabricação de muitas peças ao mesmo tempo.
Manter as ferramentas limpas e verificar se há desgaste ajuda o polimento a funcionar melhor. Isto leva a uma melhor qualidade superficial em peças de vidro óptico.
O controle do acabamento superficial é muito importante para peças de vidro óptico. Quando os fabricantes se concentram no acabamento da superfície, as lentes tornam-se mais precisas no formato. Especialistas verificam isso por medição da rugosidade da superfície, erro da superfície e ondulação . Essas coisas mudam o desempenho de uma lente em um sistema óptico. Os pesquisadores descobriram que erros com acessórios e ferramentas desgastadas podem alterar a precisão da superfície. Estudos de Kong et al. e a Karl Zeiss Company usaram matemática para mostrar como o formato da superfície se conecta ao desempenho óptico.
A rugosidade da superfície espalha a luz, o que reduz o contraste da imagem e causa distorção.
Pequenos detalhes na superfície refletem a luz de várias maneiras, o que reduz a qualidade da imagem.
Superfícies irregulares alteram a fase da luz, o que pode prejudicar a resolução e o foco.
Os fabricantes usam novas tecnologias para resolver esses problemas. O servo-torneamento de ferramenta lento assistido por vibração ultrassônica (UVSTS) ajuda a tornar a usinagem mais rápida e exata. O UVSTS pode atingir rugosidade superficial tão baixa quanto 1 nm Sa, portanto os resultados são muito precisos sem etapas extras.
O controle do acabamento superficial também é importante na fabricação de muitas peças de vidro óptico. Boas superfícies reduzem a dispersão e melhoram o contraste da imagem, o que ajuda no desempenho óptico. Regras mais rígidas de escavação fazem com que os sistemas funcionem melhor, especialmente para lasers fortes. Valores mais baixos de Ra ajudam a interromper a dispersão e permitem a passagem de mais luz. Filtros feitos com regras rígidas podem durar mais de 10.000 horas e ainda funcionar bem.
O mau acabamento superficial faz com que os revestimentos falhem mais rapidamente e signifique mais reparos.
A produção pode desacelerar em locais como fábricas de semicondutores se a qualidade da superfície cair.
| do Desafio | Descrição | Tecnologia Atual Enfrentando o Desafio |
|---|---|---|
| Alta Precisão | O vidro duro e quebradiço dificulta a precisão. | UVSTS torna o trabalho mais rápido e exato. |
| Formação de fissuras | Podem ocorrer rachaduras durante o corte. | UVSTS ajuda a prever e controlar rachaduras. |
| Qualidade de Superfície | Os métodos antigos podem não obter boa qualidade rapidamente. | UVSTS obtém rugosidade Sa de 1 nm sem etapas extras. |
Os fabricantes devem controlar o acabamento superficial para acompanhar a produção em massa e manter a alta qualidade. Esse controle garante que cada peça de vidro óptico atenda a regras rígidas e funcione bem em seu trabalho.
Os engenheiros verificam o quão liso ou áspero é o vidro óptico. Isso é chamado medição de rugosidade superficial . A rugosidade da superfície altera a forma como a luz se move no vidro. Também afeta o desempenho do vidro nos dispositivos. A ISO 21920 fornece regras para medir a rugosidade da superfície. Essas regras têm três partes: acabamento superficial, termos e parâmetros e operadores de especificação. Isso ajuda os engenheiros a falar claramente sobre o que desejam.
Existem três maneiras principais de medir a rugosidade da superfície. Cada forma mostra algo diferente sobre a superfície. A tabela abaixo explica estas formas:
| Parâmetro | Descrição | Contexto Típico de Aplicação |
|---|---|---|
| Rá | Mede a altura média das saliências da superfície. | Usado em desenhos e verificações gerais de superfícies. |
| Rq | Mostra o desvio padrão das alturas da superfície. | Ajuda a encontrar grandes problemas na textura da superfície. |
| Rz | Calcula a média dos cinco picos mais altos e dos cinco vales mais baixos. | Bom para vedar superfícies e verificar desgaste. |
Ra é simples de usar, mas só olha a superfície em duas dimensões. Não mostra toda a forma da superfície. Rq e Rz fornecem mais detalhes sobre a rugosidade. O uso de parâmetros 3D ajuda os engenheiros a ver melhor a superfície e saber como ela funcionará.
Dica: Medir a rugosidade da superfície ajuda a encontrar problemas antecipadamente. Mantém o vidro óptico funcionando bem por muito tempo.
Perfilômetros e outras ferramentas ajudam a medir a rugosidade da superfície. Essas ferramentas verificam o formato das superfícies. Eles garantem que os produtos atendam a regras rígidas. Existem dois tipos principais de perfilômetros: de contato e sem contato.
Os perfilômetros de contato usam uma caneta para tocar a superfície. Eles são muito precisos, mas podem riscar vidros macios.
Os perfilômetros sem contato usam lasers ou luz para escanear a superfície. Eles não tocam no vidro, por isso o mantêm seguro. Essas ferramentas são rápidas e podem verificar muitas superfícies.
A tabela abaixo compara diferentes ferramentas:
| de tipo de ferramenta | Capacidades de medição |
|---|---|
| Perfilômetros ópticos | Medição sem contato de perfis de superfície, incluindo elevação de superfície em função de coordenadas laterais. Pode detectar forma de superfície, rugosidade e defeitos isolados. |
| Ferramentas de metrologia de superfície | Determina rugosidade, contorno e outros parâmetros de superfície. Sem contato e adaptável a diversas tarefas de medição. Avalia geometrias e rugosidades de acordo com as normas ISO. |
| Perfiladores ópticos 3D | Fornece metrologia óptica 3D precisa, independente das características da superfície. Adequado para geometrias complexas e conformidade com as normas ISO. |
Novas ferramentas para medir a rugosidade da superfície ajudam os fabricantes a encontrar problemas antecipadamente. Eles ajudam a manter os produtos dentro dos limites corretos. Essas ferramentas funcionam para espelhos laser, prismas e planos de vidro. Eles também são usados para pesquisa e verificação de qualidade. As formas sem contato de medir a rugosidade são seguras e confiáveis. Mas eles podem custar mais e não funcionar bem em superfícies muito ásperas.
Nota: Uma boa medição da rugosidade superficial é importante para revestimentos e dispositivos ópticos. Ajuda os produtos a durar mais e a funcionar melhor.

Fonte da imagem: pexels
O corte mecânico utiliza ferramentas especiais. Essas ferramentas incluem lâminas diamantadas e serras de fio diamantado sem fim. Eles ajudam a moldar peças de vidro óptico com alta precisão. As lâminas de diamante podem cortar vitrocerâmica dura. Mas este processo muitas vezes deixa danos sob a superfície. As serras de fio diamantado sem fim ajudam as ferramentas a durar mais. Eles também mantêm o acabamento da superfície estável. O torneamento de ultraprecisão pode tornar as peças mais exatas. Às vezes, as arestas pioram durante a usinagem.
As vitrocerâmicas são fortes, mas quebram facilmente, por isso são difíceis de usinar.
O desbaste de precisão torna as superfícies muito precisas, mas alguns danos permanecem sob a superfície.
O torneamento de ultraprecisão tem problemas com o agravamento das arestas.
| do tipo de evidência | Descrição |
|---|---|
| Rugosidade Superficial | A rugosidade da superfície muda com o estilo de corte, o material e as configurações da ferramenta. |
| Taxas de defeitos | Cortes mais rápidos e mais profundos causam mais defeitos e menor qualidade. |
| Modelos de previsão | Os engenheiros usam modelos para adivinhar a rugosidade da superfície a partir de como processam as peças. |
Quão bem funciona a óptica vitrocerâmica depende do acabamento.
A remoção de peças quebradiças pode danificar a superfície e a área abaixo.
O torneamento regular de diamante nem sempre pode remover a sílica fundida suavemente.
As máquinas de serra com fio diamantado podem reduzir o tempo de polimento em 30–50%. Isso economiza dinheiro e torna o trabalho mais rápido. Novos métodos de corte também reduzem os danos causados pela força e pelo calor. Isso leva a melhores superfícies e produção mais rápida.
Dica: Escolher o melhor método de corte mecânico ajuda a controlar o acabamento superficial e os defeitos no corte do vidro óptico.
O corte por jato de água utiliza fortes jatos de água para cortar vidro. Desta forma faz cortes suaves e exatos. Ajuda o acabamento da superfície a ficar melhor. O corte com jato de água deixa pequenos cortes, portanto há pouco desperdício. O processo também oferece melhor precisão de tamanho. Funciona bem para trabalhos que não necessitam de acabamento extra.
O corte por jato de ar quente usa ar quente para cortar o vidro. Isso pode ajudar a impedir pequenas rachaduras e manter as bordas limpas. O corte com jato de água e com jato de ar quente ajuda a criar bordas e superfícies melhores. Isto é importante ao fazer muitos peças de vidro óptico.
O corte por jato de água torna as peças de vidro mais bonitas.
Cortes pequenos significam menos desperdício e melhor precisão.
Muitas empresas utilizam o corte por jato de água para peças que não necessitam de mais acabamento.
Observação: O corte com jato de água e de ar quente ajuda a manter um bom acabamento superficial e precisão de tamanho no corte de vidro óptico.
O corte a laser usa feixes de luz focados para cortar vidro. O feixe toca o vidro apenas por um curto período de tempo. Isso evita que o vidro entorte ou quebre. O corte a laser produz bordas suaves e menos pequenas rachaduras ou defeitos. Ao contrário das formas antigas, o corte a laser não precisa de lixamento após o corte.
Vidro de aluminossilicato cortado com chips a laser ns-355nm de cerca de 45,7 µm.
Um laser ps-1064 nm produz chips menores que 5 µm.
Um laser fs-515nm produz chips tão pequenos que você não consegue vê-los.
A ablação a laser de cima para baixo funciona bem para vidros finos abaixo de 0,5 mm com lasers ps ou fs.
A ablação a laser pulsado de baixo para cima de 532 nm com pulsos mais curtos produz chips menores, especialmente para vidro espesso acima de 0,5 mm.
O corte a laser evita tremores e choques que podem danificar o vidro. Dessa forma, as superfícies ficam muito lisas e ajudam a criar formas complicadas. Novas ferramentas de corte a laser também tornam o trabalho mais rápido e geram menos desperdício. Isso reduz os custos de fabricação de peças de vidro óptico.
O corte a laser produz menos pequenas rachaduras e defeitos.
O processo proporciona bordas suaves sem trabalho extra.
Melhor eficiência significa grande economia de custos no corte de vidro óptico.
Dica: O corte a laser oferece grande precisão e controle de acabamento superficial para corte de vidro óptico. É perfeito para fazer muitas peças e para usos avançados.

Fonte da imagem: pexels
O polimento químico-mecânico e o polimento da tampa ajudam a tornar o vidro óptico mais liso. O polimento químico-mecânico utiliza almofada e pasta para retirar o material. Isso funciona bem para superfícies planas, mas tem problemas com formas complicadas. O polimento do capô usa uma ferramenta macia que se dobra para se ajustar a superfícies curvas. Remove material rapidamente e torna as superfícies muito precisas. Ambas as formas ajudam a produzir mais peças de vidro e a manter a alta qualidade.
| do método de polimento | Impacto no rendimento | Impacto no rendimento |
|---|---|---|
| Polimento de capô | Remove material rapidamente e adapta-se a lentes curvas | Superfícies muito precisas, mas podem ter efeitos estranhos |
| Polimento Químico-Mecânico (CMP) | Funciona apenas em superfícies planas, não é bom para formas complicadas | Não é bom para formas estranhas ou redondas |
O polimento do capô usa uma maneira flexível de polir. Funciona bem para lentes curvas e é muito rápido. O polimento químico-mecânico usa uma almofada grande e mistura produtos químicos e fricção. Ajuda a tornar o vidro mais liso, mas só funciona em superfícies abertas.
| do método de polimento | das características | Limitações |
|---|---|---|
| Polimento de capô | Ferramenta flexível, remoção rápida de material | Pode ter efeitos estranhos, como dobrar e relaxar |
| Polimento Químico-Mecânico (CMP) | Usa almofada grande, mistura produtos químicos e esfrega | Funciona apenas para superfícies abertas, não é bom para formas estranhas |
Esses formas de polimento ajudam a controlar a suavidade do vidro. Eles tornam o vidro melhor para fazer muitas peças. Isso significa que as peças de vidro são mais lisas e exatas.
O polimento do capô e o polimento químico-mecânico ajudam a tornar o vidro muito liso e a melhorar a quantidade de peças boas que você obtém, mas cada forma tem seus próprios problemas.
O polimento em lote assistido por campo magnético e o polimento multijato são novas formas de acabamento de vidro. O polimento em lote assistido por campo magnético usa ímãs para mover pequenos pedaços ásperos. Pode polir muitas lentes ao mesmo tempo. Torna o vidro muito liso e mantém a forma correta. O polimento multijato usa fluxos de líquido áspero para polir o vidro. Ambas as formas tornam o polimento mais rápido e melhor.
| Técnica | Processo Tempo | Melhoria da Rugosidade da Superfície |
|---|---|---|
| MAF | 10 min (2-3 μm Rz a 0,1 μm Rz) | Grande melhoria |
| MMJP | 75 segundos (0,21 μm Ra a 0,04 μm Ra) | Acabamento muito exato |
| MMJP | 40 segundos (0,32 μm Ra a 0,03 μm Ra) | Ótima qualidade de superfície |
Kang e sua equipe tornaram o vidro mais liso de 2-3 μm Rz a 0,1 μm Rz em 10 minutos usando polimento em lote assistido por campo magnético.
Wang e sua equipe tornaram o vidro mais liso de 0,21 μm Ra a 0,04 μm em 75 segundos com polimento multijato.
Yin e sua equipe obtiveram rugosidade de 0,03 μm em apenas 40 segundos usando polimento multijato.
O polimento em lote assistido por campo magnético faz com que o vidro pareça um espelho sem danificá-lo. Os ímãs movem as partes ásperas para polir o vidro suavemente. Isso torna o vidro super liso e muito exato. O polimento multijato também melhora o vidro muito rapidamente. Os cientistas descobriram que polir por mais tempo pode causar mais problemas. O uso de ímãs ajuda os jatos a atingirem o local certo e evita que se espalhem demais.
| do método de polimento | Vantagens |
|---|---|
| Polimento Multijato com Fluido Abrasivo Rotativo | Torna o vidro mais liso do que os métodos antigos. |
| Figuração do feixe de íons | Muito exato e trabalha com materiais macios, consegue um vidro super liso. |
| Acabamento Magnetoreológico | Permite controlar a força de fricção, mantém o vidro seguro e torna-o muito suave. |
O polimento em lote assistido por campo magnético e o polimento multijato ajudam a tornar o vidro mais suave e exato. Essas formas ajudam a fabricar muitas peças de vidro rapidamente e a manter a superfície bonita.
O polimento em lote assistido por campo magnético e o polimento multijato tornam o vidro liso e com acabamento rápido.
Manter as ferramentas e o vidro limpos é importante para o polimento. Ferramentas limpas ajudam a tornar o vidro mais liso e melhor. As ferramentas de retificação de diamante CVD podem tornar o vidro muito liso. Os finos discos diamantados CVD proporcionam um acabamento com rugosidade de Ra 5 nm. O desgaste da ferramenta altera a suavidade do vidro.
Use ar para soprar a poeira sem danificar o vidro.
Limpe com panos macios ou lenços para lentes. Não esfregue para frente e para trás para não espalhar sujeira.
Use produtos de limpeza seguros, como álcool isopropílico. Retire a sujeira em vez de movê-la.
Novas formas de polimento, como polimento multijato com fluido abrasivo rotativo e configuração por feixe de íons, ajudam a manter as ferramentas limpas e durar mais. Essas formas tornam o vidro muito liso e exato. O acabamento magnetoreológico usa ímãs para fazer uma ferramenta macia. Torna o vidro super liso e não o aquece.
Um sistema de controle em máquinas de moldagem de vidro monitora temperatura, pressão e velocidade. Ele altera as configurações durante o trabalho. Isso mantém a qualidade estável e evita erros ao fabricar muitas peças de vidro.
O polimento do airbag altera a pressão do ar para moldar o vidro. Ajuda a remover o material uniformemente e torna o vidro mais liso.
O polimento magnetoreológico usa ímãs para fazer uma ferramenta macia. Torna o vidro muito liso e não o aquece.
Observar em tempo real as mudanças de temperatura e pressão.
As máquinas usam sensores e programas inteligentes para manter as coisas perfeitas.
Menos erros significam melhor qualidade e vidro mais liso.
Manter as ferramentas limpas e observar o desgaste ajuda o polimento a funcionar melhor. Mantém o vidro liso e ajuda a fazer muitas peças boas.
Ferramentas limpas e novas formas de polimento ajudam a tornar o vidro muito exato e a manter a superfície bonita no polimento de vidro óptico.
Estudos recentes mostram que o polimento UV-CMP e UEV-CMP torna o vidro mais liso e com acabamento mais rápido. A tabela abaixo mostra como esses métodos ajudam:
| Método de Polimento | Material | MRR Melhoria | Redução da Rugosidade da Superfície | Descobertas Adicionais |
|---|---|---|---|---|
| UV-CMP | À base de cobre | 90% | 40% | Funciona mais rápido e torna as superfícies melhores |
| UV-CMP | Safira | 60% | 25% | Faz um novo produto químico suave na superfície |
| UEV-CMP | Silício Monocristalino | 700nm/min | 11nm | Remove a camada macia rapidamente |
| UV-CMP | SiC | 19,51% | N / D | A mistura de reação ultrassônica e de Fenton ajuda a acelerar o trabalho |
Os fabricantes mantêm a exatidão escolhendo bons materiais, usando máquinas inteligentes, testando bastante e verificando a qualidade com frequência. No futuro, haverá nanorevestimentos, formas verdes de trabalhar, mais robôs, impressão 3D, novos materiais e mais formas de fabricar peças especiais.
O acabamento da superfície altera a forma como a luz se move na óptica. Superfícies lisas ajudam as lentes a funcionar melhor. A alta qualidade da superfície torna a óptica mais precisa. Superfícies ultra-lisas reduzem a dispersão. Isso proporciona imagens mais nítidas e melhor eficiência.
Os fabricantes utilizam acabamento especial e polimento rápido. Essas formas removem pequenos inchaços e arranhões. O polimento assistido por campo magnético ajuda a tornar as superfícies mais lisas. A remoção químico-mecânica também ajuda. Essas etapas melhoram a precisão e o desempenho.
A precisão ajuda a óptica a focar a luz da maneira certa. Óptica de alta precisão precisa de textura de superfície exata. Boa precisão significa que a óptica funciona bem. O acabamento ultra-suave reduz os erros. Isto proporciona melhor eficiência e maior vida útil.
Perfilômetros e ferramentas de metrologia verificam a textura e a precisão da superfície. Essas ferramentas examinam a superfície da óptica. Os fabricantes os utilizam para atender às regras de alta qualidade. Verificações precisas ajudam a controlar a remoção. Isso mantém as superfícies ultra-lisas.
O polimento rápido de alta qualidade remove defeitos rapidamente. Isso torna as superfícies ultra-lisas. Os fabricantes economizam tempo e trabalham com mais eficiência. A óptica atende a padrões rígidos. O polimento rápido ajuda a criar ópticas de maior precisão.









































