
nära
Välj din webbplats
Global
Sociala medier
Visningar: 0 Författare: Webbplatsredaktör Publiceringstid: 2025-11-07 Ursprung: Plats
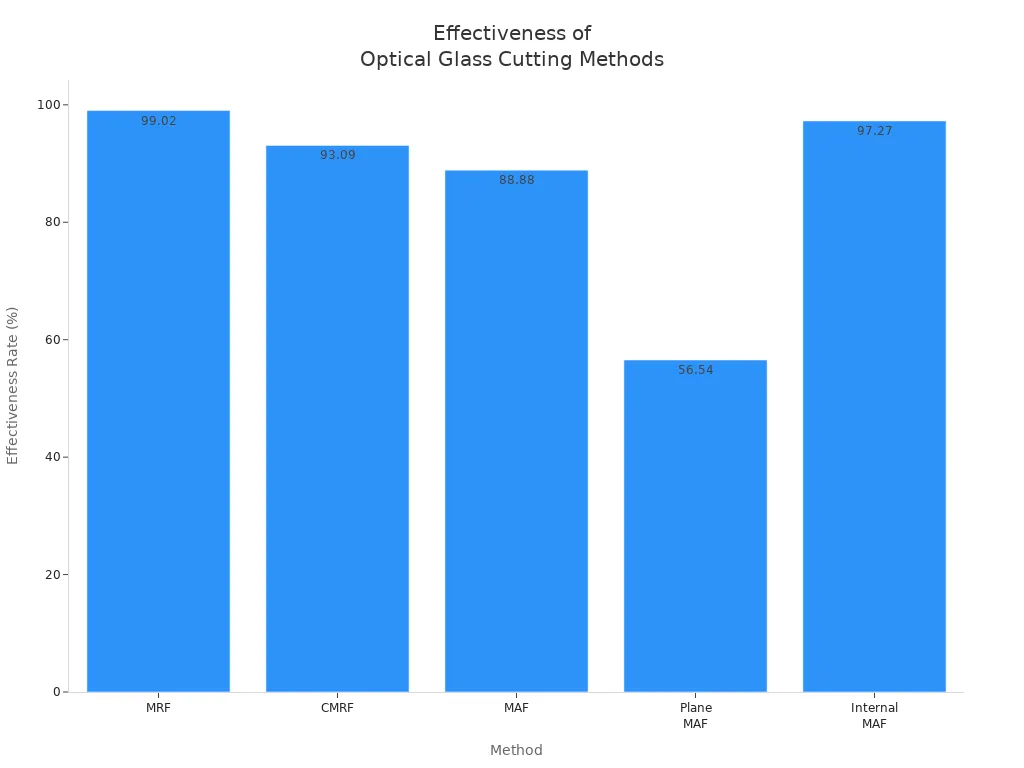
Att kontrollera hur slät ytan är i optisk glasskärning är mycket viktigt. Det hjälper till att få bra optisk prestanda. Tillverkare använder olika sätt för att hålla ytan snygg. De bästa sätten är Magnetorheological Finishing (MRF) och Internal Magnetic-Field-Assisted Finishing (Intern MAF). Dessa metoder fungerar bra och har effektivitetsgrader på över 97 %.
| Metodens | effektivitetsgrad (%) |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Plan MAF | 56.54 |
| Intern MAF | 97.27 |
Nya skär- och poleringsverktyg, som laserskärning och CNC-bearbetning, gör saker bättre och snabbare. Dessa nya verktyg hjälper till att göra exakta delar och gör det möjligt att göra många på en gång.
Det är viktigt att kontrollera ytfinishen för bra optisk prestanda . Släta ytor hjälper linserna att fungera bättre och sprida mindre ljus.
Nya skärmetoder som laserskärning och CNC-bearbetning gör optiskt glas mer exakt och snabbare att producera.
Att mäta ytjämnhet väl hjälper till att hitta problem tidigt. Detta säkerställer att optiska delar håller länge och håller hög kvalitet.
Avancerade poleringsmetoder som magnetfältsassisterad polering gör ytorna mycket släta och gör det snabbt. Detta hjälper när du gör många delar samtidigt.
Att hålla verktyg rena och kontrollera för slitage hjälper poleringsarbetet bättre. Detta leder till bättre ytkvalitet i optiska glasbitar.
Kontroll av ytfinish är mycket viktigt för optiska glasdelar. När tillverkare fokuserar på ytfinish blir linserna mer exakta i formen. Experter kontrollerar detta mäta ytjämnhet, ytfel och vågighet . Dessa saker förändrar hur väl en lins fungerar i ett optiskt system. Forskare fann att misstag med fixturer och slitna verktyg kan förändra ytnoggrannheten. Studier av Kong et al. och Karl Zeiss Company använde matematik för att visa hur ytform ansluter till optisk prestanda.
Ytjämnhet gör att ljuset sprids, vilket minskar bildkontrasten och orsakar förvrängning.
Små detaljer på ytan reflekterar ljus på många sätt, vilket minskar bildkvaliteten.
Ojämna ytor ändrar ljusets fas, vilket kan skada upplösning och fokus.
Tillverkare använder ny teknik för att lösa dessa problem. Ultraljudsvibrationsassisterad långsam verktygsservosvarvning (UVSTS) hjälper till att göra bearbetningen snabbare och mer exakt. UVSTS kan nå ytjämnhet så låg som 1 nm Sa, så resultaten är mycket exakta utan extra steg.
Kontrollen av ytfinishen spelar också roll när man tillverkar många optiska glasdelar. Bra ytor sänker spridningen och gör bildkontrasten bättre, vilket hjälper optisk prestanda. Strängare regler för skrapgrävning gör att systemen fungerar bättre, särskilt för starka lasrar. Lägre Ra-värden hjälper till att stoppa spridningen och släppa igenom mer ljus. Filter gjorda med strikta regler kan hålla i över 10 000 timmar och fungerar fortfarande bra.
Dålig ytfinish gör att beläggningar misslyckas snabbare och innebär fler reparationer.
Produktionen kan sakta ner på platser som halvledarfabriker om ytkvaliteten sjunker.
| Utmaning | Beskrivning | Aktuell teknik Ta itu med utmaning |
|---|---|---|
| Hög precision | Hårt sprött glas gör precisionen hård. | UVSTS gör arbetet snabbare och mer exakt. |
| Sprickbildning | Sprickor kan uppstå under skärning. | UVSTS hjälper till att förutsäga och kontrollera sprickor. |
| Ytkvalitet | Gamla metoder kanske inte får bra kvalitet snabbt. | UVSTS får 1 nm Sa grovhet utan extra steg. |
Tillverkare måste kontrollera ytfinishen för att hålla jämna steg med massproduktionen och hålla kvaliteten hög. Denna kontroll ser till att varje optisk glasdel uppfyller strikta regler och fungerar bra i sitt jobb.
Ingenjörer kontrollerar hur slätt eller grovt optiskt glas är. Detta kallas ytråhetsmätning . Ytråhet ändrar hur ljus rör sig i glas. Det påverkar också hur bra glaset fungerar i enheter. ISO 21920 ger regler för mätning av ytjämnhet. Dessa regler har tre delar: ytfinish, termer och parametrar och specifikationsoperatörer. Detta hjälper ingenjörer att tala tydligt om vad de vill ha.
Det finns tre huvudsakliga sätt att mäta ytjämnhet. Varje sätt visar något annorlunda om ytan. Tabellen nedan förklarar dessa sätt:
| Parameter | Beskrivning | Typisk applikationskontext |
|---|---|---|
| Ra | Mäter den genomsnittliga höjden på ytan gupp. | Används i ritningar och allmänna ytkontroller. |
| Rq | Visar standardavvikelsen för ythöjder. | Hjälper till att hitta stora problem i ytstrukturen. |
| Rz | Beräknar medelvärdet av de fem högsta topparna och de fem lägsta dalarna. | Bra för tätning av ytor och slitagekontroller. |
Ra är enkel att använda, men den ser bara på ytan i två dimensioner. Den visar inte hela ytans form. Rq och Rz ger mer detaljer om grovheten. Att använda 3D-parametrar hjälper ingenjörer att se ytan bättre och veta hur den kommer att fungera.
Tips: Att mäta ytjämnhet hjälper till att hitta problem tidigt. Det håller optiskt glas att fungera bra under lång tid.
Profilometrar och andra verktyg hjälper till att mäta ytjämnhet. Dessa verktyg kontrollerar formen på ytorna. De ser till att produkterna uppfyller strikta regler. Det finns två huvudtyper av profilometrar: kontakt och icke-kontakt.
Kontaktprofilometrar använder en penna för att vidröra ytan. De är mycket exakta, men kan repa mjukt glas.
Beröringsfria profilometrar använder laser eller ljus för att skanna ytan. De rör inte vid glaset, så de håller det säkert. Dessa verktyg är snabba och kan kontrollera många ytor.
Tabellen nedan jämför olika verktyg:
| Tool Type | Measurement Capabilities |
|---|---|
| Optiska profilometrar | Beröringsfri mätning av ytprofiler inklusive ythöjd som funktion av laterala koordinater. Kan upptäcka ytform, grovhet och isolerade defekter. |
| Ytmetrologiska verktyg | Bestämmer grovhet, kontur och andra ytparametrar. Beröringsfri och anpassningsbar till olika mätuppgifter. Utvärderar geometrier och grovhet enligt ISO-standarder. |
| Optiska 3D-profiler | Ger exakt 3D-optisk mätning oberoende av ytegenskaper. Lämplig för komplexa geometrier och överensstämmelse med ISO-normer. |
Nya verktyg för att mäta ytjämnhet hjälper tillverkare att hitta problem tidigt. De hjälper till att hålla produkterna inom rätt gränser. Dessa verktyg fungerar för laserspeglar, prismor och glasplattor. De används också för forskning och kvalitetskontroll. Beröringsfria sätt att mäta grovhet är säkra och pålitliga. Men de kan kosta mer och kanske inte fungerar bra på mycket grova ytor.
Obs: Bra mätning av ytjämnhet är viktigt för beläggningar och optiska enheter. Det hjälper produkter att hålla längre och fungerar bättre.

Bildkälla: pexels
Mekanisk skärning använder specialverktyg. Dessa verktyg inkluderar diamantklingor och ändlösa diamanttrådsågar. De hjälper till att forma optiska glasdelar med hög noggrannhet. Diamantklingor kan skära hård glaskeramik. Men denna process lämnar ofta skador under ytan. Ändlösa diamanttrådsågar hjälper verktygen att hålla längre. De håller också ytfinishen stabil. Ultraprecisionssvarvning kan göra delar mer exakta. Ibland blir kanterna värre under bearbetningen.
Glaskeramik är stark men går lätt sönder, så de är svåra att bearbeta.
Precisionsslipning gör ytorna mycket exakta, men vissa skador stannar under ytan.
Ultraprecisionssvarvning har problem med att kanterna blir värre.
| bevistyp | Beskrivning av |
|---|---|
| Ytjämnhet | Ytans ojämnhet ändras med skärstil, material och verktygsinställningar. |
| Defektpriser | Snabbare skärning och djupare skär ger fler defekter och lägre kvalitet. |
| Förutsägelsemodeller | Ingenjörer använder modeller för att gissa ytjämnhet utifrån hur de bearbetar delar. |
Hur bra fungerar glaskeramisk optik beror på finishen.
Att ta bort sköra delar kan skada ytan och området under.
Regelbunden diamantsvarvning kan inte alltid avlägsna smält kisel på ett smidigt sätt.
Diamanttrådsågmaskiner kan minska poleringstiden med 30–50 %. Detta sparar pengar och gör arbetet snabbare. Nya skärmetoder minskar också skador från kraft och värme. Detta leder till bättre ytor och snabbare produktion.
Tips: Att välja den bästa mekaniska skärmetoden hjälper till att kontrollera ytfinishen och defekter i optisk glasskärning.
Vattenstråleskärning använder starka vattenströmmar för att skära glas. På så sätt blir det jämna och exakta snitt. Det hjälper ytfinishen att se bättre ut. Vattenstråleskärning lämnar små skärvor, så det finns lite avfall. Processen ger också bättre storleksnoggrannhet. Det fungerar bra för jobb som inte behöver extra efterbehandling.
Varmluftstrålskärning använder varmluft för att skära glas. Detta kan hjälpa till att stoppa små sprickor och hålla kanterna snygga. Både vattenstråleskärning och varmluftsskärning hjälper till att göra bättre kanter och ytor. Detta är viktigt när man gör massor av optiska glasdelar.
Vattenstråleskärning gör att glasdelar ser snyggare ut.
Små snitt betyder mindre slöseri och bättre noggrannhet.
Många företag använder vattenstråleskärning för delar som inte behöver mer efterbehandling.
Obs: Vattenstråle- och varmluftsskärning hjälper till att hålla god ytfinish och storleksnoggrannhet vid optisk glasskärning.
Laserskärning använder fokuserade ljusstrålar för att skära glas. Balken vidrör glaset endast en kort stund. Detta hindrar glaset från att böjas eller spricka. Laserskärning ger jämna kanter och färre små sprickor eller defekter. Till skillnad från äldre sätt behöver laserskärning inte slipas efter skärning.
Aluminiumsilikatglas skuren med en ns-355nm laserchips ca 45,7 µm.
En ps-1064nm laser gör chips mindre än 5 µm.
En fs-515nm laser gör chips så små att du inte kan se dem.
Top-down laserablation fungerar bra för tunt glas under 0,5 mm med ps- eller fs-lasrar.
Bottom-up pulsad 532nm laserablation med kortare pulser ger mindre chips, speciellt för tjockt glas över 0,5 mm.
Laserskärning slutar skaka och stötar som kan skada glaset. På så sätt blir ytorna väldigt släta och hjälper till att skapa knepiga former. Nya laserskärande verktyg gör också arbetet snabbare och slöseri med mindre. Detta sänker kostnaderna för att tillverka optiska glasdelar.
Laserskärning gör färre små sprickor och defekter.
Processen ger släta kanter utan extra arbete.
Bättre effektivitet innebär stora kostnadsbesparingar vid optisk glasskärning.
Tips: Laserskärning ger stor precision och ytfinishkontroll för optisk glasskärning. Den är perfekt för att tillverka många delar och för avancerad användning.

Bildkälla: pexels
Kemisk-mekanisk polering och motorhuvspolering hjälper till att göra optiskt glas slätare. Kemisk-mekanisk polering använder en dyna och slurry för att ta bort material. Detta fungerar bra för plana ytor men har problem med knepiga former. Motorhuvspolering använder ett mjukt verktyg som böjs för att passa böjda ytor. Det tar bort material snabbt och gör ytorna mycket exakta. Båda sätten hjälper till att göra fler glasdelar och hålla kvaliteten hög.
| Poleringsmetod | Genomströmning Impact | Yield Impact |
|---|---|---|
| Motorhuvspolering | Tar snabbt bort material och passar böjda linser | Mycket exakta ytor men kan ha udda effekter |
| Kemisk-mekanisk polering (CMP) | Fungerar bara på plana ytor, inte bra för knepiga former | Inte bra för udda eller runda former |
Motorhuvspolering använder ett flexibelt sätt att polera. Den fungerar bra för böjda linser och är väldigt snabb. Kemisk-mekanisk polering använder en stor pad och blandar kemikalier och gnidning. Det hjälper till att göra glaset slätare men fungerar bara för öppna ytor.
| Poleringsmetod | Egenskaper | Begränsningar |
|---|---|---|
| Motorhuvspolering | Flexibelt verktyg, snabb materialborttagning | Kan ha konstiga effekter som att böja sig och koppla av |
| Kemisk-mekanisk polering (CMP) | Använder stor dyna, blandar kemikalier och gnidning | Fungerar bara för öppna ytor, inte bra för udda former |
Dessa poleringsmetoder hjälper till att kontrollera hur slätt glaset blir. De gör glaset bättre för att göra många delar. Detta innebär att glasdelarna är jämnare och mer exakta.
Motorhuvspolering och kemisk-mekanisk polering hjälper till att göra glaset väldigt slätt och förbättrar hur många bra delar du får, men varje sätt har sina egna problem.
Magnetisk fältassisterad batchpolering och multijetpolering är nya sätt att ytbehandla glas. Magnetfältsassisterad batchpolering använder magneter för att flytta små grova bitar. Den kan polera många linser samtidigt. Det gör glaset väldigt slätt och håller formen rätt. Multi-jet polering använder strömmar av grov vätska för att polera glas. Båda sätten gör polering snabbare och bättre.
| Teknik | Process Tid | Ytjämnhet Förbättring |
|---|---|---|
| MAF | 10 min (2−3 μm Rz till 0,1 μm Rz) | Stor förbättring |
| MMJP | 75 sekunder (0,21 μm Ra till 0,04 μm Ra) | Mycket exakt finish |
| MMJP | 40 sekunder (0,32 μm Ra till 0,03 μm Ra) | Bra ytkvalitet |
Kang och team gjorde glas slätare från 2−3 μm Rz till 0,1 μm Rz på 10 minuter med hjälp av magnetfältsassisterad batchpolering.
Wang och team gjorde glaset slätare från 0,21 μm Ra till 0,04 μm på 75 sekunder med multi-jet-polering.
Yin och team fick 0,03 μm grovhet på bara 40 sekunder med hjälp av multijetpolering.
Magnetfältsassisterad batchpolering får glaset att se ut som en spegel utan att skada det. Magneter flyttar de grova bitarna för att polera glas försiktigt. Detta gör glaset superlent och väldigt exakt. Multijetpolering gör också glaset bättre mycket snabbt. Forskare fann att polering längre kan orsaka fler problem. Att använda magneter hjälper strålarna att träffa rätt ställe och hindrar dem från att spridas för mycket.
| med poleringsmetod | Fördelar |
|---|---|
| Roterande slipvätska Multi-Jet Polering | Gör glas slätare än gamla sätt. |
| Figurering av jonstråle | Mycket exakt och fungerar med mjuka material, får superlent glas. |
| Magnetorheologisk efterbehandling | Låter dig kontrollera gnidkraften, håller glaset säkert och gör det mycket smidigt. |
Magnetfältsassisterad batchpolering och multijetpolering hjälper till att göra glaset jämnare och mer exakt. Dessa sätt hjälper till att göra massor av glasdelar snabba och hålla ytan snygg.
Magnetfältsassisterad batchpolering och multijetpolering gör glaset slätt och slutar snabbt.
Att hålla verktyg och glas rent är viktigt för polering. Rena verktyg hjälper till att göra glaset jämnare och bättre. CVD diamantslipverktyg kan göra glaset mycket slätt. Fina CVD diamantskivor ger en finish med en grovhet på Ra 5 nm. Sättet som verktyget slits på förändrar hur slätt glaset blir.
Använd luft för att blåsa bort damm utan att skada glaset.
Rengör med mjuka trasor eller linsservetter. Gnugga inte fram och tillbaka så att du inte sprider smuts.
Använd säkra rengöringsmedel som isopropylalkohol. Dra bort smuts istället för att flytta runt det.
Nya poleringsmetoder som multi-jet-polering med roterande slipvätska och jonstrålefigurering hjälper till att hålla verktygen rena och håller längre. Dessa sätt gör glaset mycket slätt och exakt. Magnetorheologisk efterbehandling använder magneter för att göra ett mjukt verktyg. Det gör glaset superlent och värmer det inte.
Ett kontrollsystem i glasgjutmaskiner övervakar temperatur, tryck och hastighet. Den ändrar inställningar under arbetet. Detta håller kvaliteten stabil och stoppar misstag vid tillverkning av massor av glasdelar.
Polering av airbag ändrar lufttrycket för att forma glaset. Det hjälper till att ta bort materialet jämnt och gör glaset slätare.
Magnetorheologisk polering använder magneter för att göra ett mjukt verktyg. Det gör glaset väldigt slätt och värmer inte upp det.
Att titta i realtid ändrar temperatur och tryck.
Maskiner använder sensorer och smarta program för att hålla saker rätt.
Färre misstag betyder bättre kvalitet och slätare glas.
Att hålla verktyg rena och se efter slitage hjälper poleringen att fungera bättre. Det håller glaset slätt och hjälper till att göra många bra delar.
Rena verktyg och nya poleringsmetoder hjälper till att göra glaset mycket exakt och hålla ytan fin vid optisk glaspolering.
Nyligen genomförda studier visar att UV-CMP och UEV-CMP polering gör glaset mjukare och snabbare att slutföra. Tabellen nedan visar hur dessa metoder hjälper:
| Poleringsmetod | Material | MRR Förbättring | Ytgrovhet Minskning | Ytterligare fynd |
|---|---|---|---|---|
| UV-CMP | Kopparbaserad | 90 % | 40 % | Fungerar snabbare och gör ytorna bättre |
| UV-CMP | Safir | 60 % | 25 % | Ger en ny mjuk kemikalie på ytan |
| UEV-CMP | Monokristallint kisel | 700 nm/min | 11 nm | Tar snabbt bort det mjuka lagret |
| UV-CMP | Sic | 19,51 % | N/A | Att blanda ultraljud och Fenton-reaktion hjälper till att påskynda arbetet |
Tillverkare håller saker exakt genom att välja bra material, använda smarta maskiner, testa mycket och kontrollera kvaliteten ofta. I framtiden kommer det att finnas nanobeläggningar, gröna sätt att arbeta, fler robotar, 3D-utskrifter, nya material och fler sätt att tillverka specialdelar.
Ytfinish förändrar hur ljuset rör sig i optiken. Släta ytor hjälper linserna att fungera bättre. Hög ytkvalitet gör optiken mer exakt. Ultrasläta ytor minskar spridningen. Detta ger tydligare bilder och bättre effektivitet.
Tillverkare använder speciell efterbehandling och snabb polering. Dessa sätt tar bort små stötar och repor. Magnetfältsassisterad polering hjälper till att göra ytorna jämnare. Kemisk-mekanisk borttagning hjälper också. Dessa steg förbättrar noggrannheten och prestanda.
Noggrannhet hjälper optiken att fokusera ljuset på rätt sätt. Högprecisionsoptik behöver exakt ytstruktur. Bra noggrannhet betyder att optiken fungerar bra. Ultraslät finish minskar fel. Detta ger bättre effektivitet och längre livslängd.
Profilometrar och mätverktyg kontrollerar ytstruktur och noggrannhet. Dessa verktyg skannar ytan av optik. Tillverkare använder dem för att uppfylla regler av hög kvalitet. Noggranna kontroller hjälper till att kontrollera borttagningen. Detta håller ytorna ultrasläta.
Snabbpolering av hög kvalitet tar bort defekter snabbt. Detta gör ytorna ultrasläta. Tillverkare sparar tid och arbetar mer effektivt. Optik uppfyller stränga standarder. Snabb polering hjälper till att göra mer högprecisionsoptik.









































