
vicino
Scegli il tuo sito
Globale
Mezzi sociali
Visualizzazioni: 0 Autore: Editor del sito Orario di pubblicazione: 07/11/2025 Origine: Sito
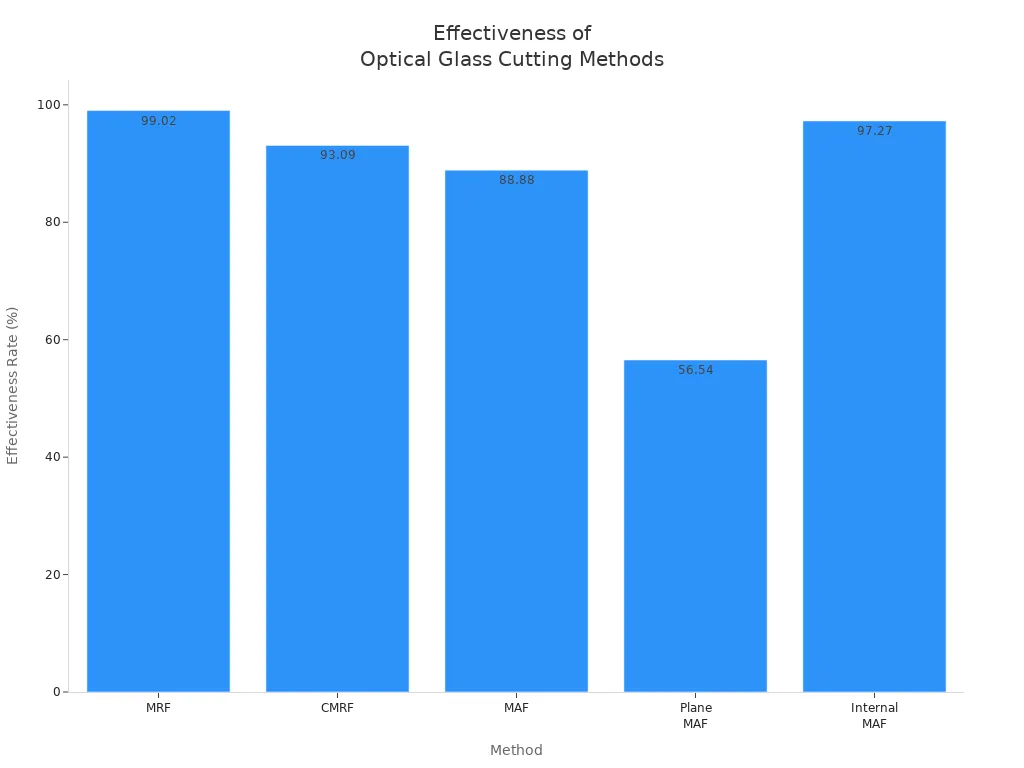
Controllare la levigatezza della superficie nel taglio del vetro ottico è molto importante. Aiuta a ottenere buone prestazioni ottiche. I produttori utilizzano diversi modi per mantenere bella la superficie. I modi migliori sono la finitura magnetoreologica (MRF) e la finitura assistita da campo magnetico interno (MAF interno). Questi metodi funzionano bene e hanno tassi di efficacia superiori al 97%. Tasso di efficacia
| del metodo | (%) |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| MAF aereo | 56.54 |
| MAF interna | 97.27 |
Nuovi strumenti di taglio e lucidatura, come il taglio laser e la lavorazione CNC, rendono le cose migliori e più veloci. Questi nuovi strumenti aiutano a realizzare parti esatte e consentono di realizzarne molte contemporaneamente.
È importante controllare la finitura superficiale buone prestazioni ottiche . Le superfici lisce aiutano le lenti a funzionare meglio e a disperdere meno luce.
Nuovi metodi di taglio come il taglio laser e la lavorazione CNC rendono il vetro ottico più preciso e più veloce da produrre.
Misurare la rugosità superficiale aiuta a individuare tempestivamente i problemi. bene Ciò garantisce che le parti ottiche durino a lungo e rimangano di alta qualità.
I metodi di lucidatura avanzati, come la lucidatura assistita da campo magnetico, rendono le superfici molto lisce e lo fanno velocemente. Questo aiuta quando si realizzano più parti contemporaneamente.
Mantenere gli strumenti puliti e controllarne l'usura aiuta a lucidare meglio il lavoro. Ciò porta ad una migliore qualità della superficie nei pezzi di vetro ottico.
Il controllo della finitura superficiale è molto importante per le parti in vetro ottico. Quando i produttori si concentrano sulla finitura superficiale, le lenti diventano più precise nella forma. Gli esperti lo controllano misurazione della rugosità superficiale, dell'errore superficiale e dell'ondulazione . Queste cose cambiano il modo in cui un obiettivo funziona in un sistema ottico. I ricercatori hanno scoperto che errori con dispositivi e strumenti usurati possono modificare la precisione della superficie. Studi di Kong et al. e la Karl Zeiss Company hanno utilizzato la matematica per mostrare come la forma della superficie si collega alle prestazioni ottiche.
La ruvidità della superficie provoca una dispersione della luce, che riduce il contrasto dell'immagine e provoca distorsioni.
Piccoli elementi sulla superficie riflettono la luce in molti modi, riducendo la qualità dell'immagine.
Le superfici irregolari modificano la fase della luce, il che può compromettere la risoluzione e la messa a fuoco.
I produttori utilizzano le nuove tecnologie per risolvere questi problemi. La servotornitura lenta dell'utensile assistita da vibrazioni a ultrasuoni (UVSTS) aiuta a rendere la lavorazione più rapida e precisa. UVSTS può raggiungere una rugosità superficiale fino a 1 nm Sa, quindi i risultati sono molto precisi senza passaggi aggiuntivi.
Il controllo della finitura superficiale è importante anche quando si realizzano molte parti in vetro ottico. Buone superfici riducono la dispersione e migliorano il contrasto dell'immagine, il che aiuta le prestazioni ottiche. Regole di scavo più rigorose fanno sì che i sistemi funzionino meglio, soprattutto per i laser potenti. Valori Ra più bassi aiutano a fermare la dispersione e lasciano passare più luce. I filtri realizzati con regole rigide possono durare oltre 10.000 ore e funzionare ancora bene.
Una cattiva finitura superficiale fa sì che i rivestimenti si rompano più velocemente e significhino più riparazioni.
La produzione può rallentare in luoghi come le fabbriche di semiconduttori se la qualità della superficie diminuisce.
| della sfida | Descrizione | La sfida della tecnologia attuale |
|---|---|---|
| Alta precisione | Il vetro duro e fragile rende difficile la precisione. | UVSTS rende il lavoro più veloce e preciso. |
| Formazione di crepe | Durante il taglio possono verificarsi delle crepe. | UVSTS aiuta a prevedere e controllare le crepe. |
| Qualità della superficie | I vecchi metodi potrebbero non ottenere una buona qualità velocemente. | UVSTS ottiene una rugosità Sa di 1 nm senza passaggi aggiuntivi. |
I produttori devono controllare la finitura superficiale per tenere il passo con la produzione di massa e mantenere alta la qualità. Questo controllo garantisce che ogni parte in vetro ottico soddisfi regole rigide e funzioni bene nel suo lavoro.
Gli ingegneri controllano quanto è liscio o ruvido il vetro ottico. Questo si chiama misurazione della rugosità superficiale . La ruvidità della superficie cambia il modo in cui la luce si muove nel vetro. Influisce anche sul funzionamento del vetro nei dispositivi. La norma ISO 21920 fornisce le regole per misurare la rugosità superficiale. Queste regole sono composte da tre parti: finitura superficiale, termini e parametri e operatori di specifica. Ciò aiuta gli ingegneri a parlare chiaramente di ciò che vogliono.
Esistono tre modi principali per misurare la rugosità superficiale. Ogni modo mostra qualcosa di diverso sulla superficie. La tabella seguente spiega queste modalità:
| Parametro | Descrizione | Contesto applicativo tipico |
|---|---|---|
| Ra | Misura l'altezza media dei dossi superficiali. | Utilizzato nei disegni e nei controlli generali delle superfici. |
| Rq | Mostra la deviazione standard delle altezze della superficie. | Aiuta a trovare grossi problemi nella struttura della superficie. |
| Rz | Calcola la media dei cinque picchi più alti e delle cinque valli più basse. | Ottimo per sigillare superfici e controlli di usura. |
Ra è semplice da usare, ma guarda solo la superficie in due dimensioni. Non mostra l'intera forma della superficie. Rq e Rz forniscono maggiori dettagli sulla rugosità. L'utilizzo dei parametri 3D aiuta gli ingegneri a vedere meglio la superficie e a sapere come funzionerà.
Suggerimento: la misurazione della rugosità superficiale aiuta a individuare tempestivamente i problemi. Mantiene il vetro ottico funzionante a lungo.
Profilometri e altri strumenti aiutano a misurare la rugosità superficiale. Questi strumenti controllano la forma delle superfici. Si assicurano che i prodotti rispettino regole rigorose. Esistono due tipi principali di profilometri: a contatto e senza contatto.
I profilometri a contatto utilizzano uno stilo per toccare la superficie. Sono molto precisi, ma possono graffiare il vetro morbido.
I profilometri senza contatto utilizzano laser o luce per scansionare la superficie. Non toccano il vetro, quindi lo tengono al sicuro. Questi strumenti sono veloci e possono controllare molte superfici.
La tabella seguente mette a confronto diversi strumenti:
| Tipo di strumento | Capacità di misurazione |
|---|---|
| Profilometri ottici | Misurazione senza contatto di profili di superficie, inclusa l'elevazione della superficie in funzione delle coordinate laterali. Può rilevare la forma della superficie, la rugosità e i difetti isolati. |
| Strumenti di metrologia di superficie | Determina rugosità, contorno e altri parametri della superficie. Senza contatto e adattabile a vari compiti di misurazione. Valuta geometrie e rugosità secondo le norme ISO. |
| Profilatori ottici 3D | Fornisce una metrologia ottica 3D accurata indipendente dalle caratteristiche della superficie. Adatto per geometrie complesse e conformità alle norme ISO. |
Nuovi strumenti per misurare la rugosità superficiale aiutano i produttori a individuare tempestivamente i problemi. Aiutano a mantenere i prodotti entro i giusti limiti. Questi strumenti funzionano con specchi laser, prismi e vetri piani. Vengono utilizzati anche per la ricerca e il controllo della qualità. I metodi senza contatto per misurare la rugosità sono sicuri e affidabili. Ma possono costare di più e potrebbero non funzionare bene su superfici molto ruvide.
Nota: una buona misurazione della rugosità superficiale è importante per rivestimenti e dispositivi ottici. Aiuta i prodotti a durare più a lungo e a funzionare meglio.

Fonte immagine: pixel
Il taglio meccanico utilizza strumenti speciali. Questi strumenti includono lame diamantate e seghe a filo diamantato senza fine. Aiutano a modellare le parti in vetro ottico con elevata precisione. I dischi diamantati possono tagliare vetroceramica dura. Ma questo processo spesso lascia danni sotto la superficie. Le seghe a filo diamantato senza fine aiutano gli strumenti a durare più a lungo. Inoltre mantengono stabile la finitura superficiale. La tornitura ad altissima precisione può rendere le parti più precise. A volte i bordi peggiorano durante la lavorazione.
La vetroceramica è resistente ma si rompe facilmente, quindi è difficile da lavorare.
La rettifica di precisione rende le superfici molto precise, ma alcuni danni rimangono sotto la superficie.
La tornitura ad alta precisione presenta problemi con il peggioramento dei bordi.
| del tipo di prova | Descrizione |
|---|---|
| Rugosità superficiale | La ruvidità della superficie cambia in base allo stile di taglio, al materiale e alle impostazioni dell'utensile. |
| Tassi di difetto | Un taglio più veloce e tagli più profondi producono più difetti e una qualità inferiore. |
| Modelli di previsione | Gli ingegneri utilizzano i modelli per ricavare la ruvidità della superficie dal modo in cui elaborano le parti. |
Come funzionano bene le ottiche in vetroceramica dipende dalla finitura.
La rimozione di parti fragili può danneggiare la superficie e l'area sottostante.
La normale tornitura del diamante non può sempre rimuovere la silice fusa in modo uniforme.
Le seghe a filo diamantato possono ridurre i tempi di lucidatura del 30–50%. Ciò fa risparmiare denaro e rende il lavoro più veloce. I nuovi metodi di taglio riducono inoltre i danni derivanti dalla forza e dal calore. Ciò porta a superfici migliori e a una produzione più rapida.
Suggerimento: scegliere il miglior metodo di taglio meccanico aiuta a controllare la finitura superficiale e i difetti nel taglio del vetro ottico.
Il taglio a getto d'acqua utilizza forti flussi d'acqua per tagliare il vetro. In questo modo si ottengono tagli lisci e precisi. Aiuta la finitura superficiale ad avere un aspetto migliore. Il taglio a getto d'acqua lascia piccoli solchi, quindi gli sprechi sono minimi. Il processo offre anche una migliore precisione delle dimensioni. Funziona bene per lavori che non necessitano di finiture extra.
Il taglio a getto d'aria calda utilizza l'aria calda per tagliare il vetro. Questo può aiutare a fermare piccole crepe e mantenere i bordi puliti. Sia il taglio a getto d'acqua che quello a getto d'aria calda aiutano a realizzare bordi e superfici migliori. Questo è importante quando ne fai molti parti in vetro ottico.
Il taglio a getto d'acqua rende le parti in vetro più belle.
Piccoli intagli significano meno sprechi e migliore precisione.
Molte aziende utilizzano il taglio a getto d'acqua per le parti che non necessitano di ulteriore finitura.
Nota: il taglio a getto d'acqua e ad aria calda aiuta a mantenere una buona finitura superficiale e la precisione delle dimensioni nel taglio del vetro ottico.
Il taglio laser utilizza raggi di luce focalizzati per tagliare il vetro. Il raggio tocca il vetro solo per un breve periodo. Ciò impedisce al vetro di piegarsi o rompersi. Il taglio laser crea bordi lisci e meno piccole crepe o difetti. A differenza dei metodi precedenti, il taglio laser non necessita di levigatura dopo il taglio.
Vetro di alluminosilicato tagliato con un laser ns-355nm, chip di circa 45,7 µm.
Un laser PS-1064nm produce chip più piccoli di 5 µm.
Un laser fs-515nm rende i chip così piccoli che non puoi vederli.
L'ablazione laser top-down funziona bene per vetri sottili inferiori a 0,5 mm con laser ps o fs.
L'ablazione laser pulsata a 532 nm dal basso verso l'alto con impulsi più brevi produce chip più piccoli, soprattutto per vetri spessi superiori a 0,5 mm.
Il taglio laser impedisce le vibrazioni e gli urti che possono danneggiare il vetro. In questo modo le superfici diventano molto lisce e aiutano a creare forme complesse. I nuovi strumenti di taglio laser inoltre rendono il lavoro più veloce e riducono gli sprechi. Ciò riduce i costi per la realizzazione di parti in vetro ottico.
Il taglio laser riduce le piccole crepe e i difetti.
Il processo fornisce bordi lisci senza lavoro aggiuntivo.
Una migliore efficienza significa grandi risparmi sui costi nel taglio del vetro ottico.
Suggerimento: il taglio laser offre grande precisione e controllo della finitura superficiale per il taglio del vetro ottico. È perfetto per realizzare molte parti e per usi avanzati.

Fonte immagine: pixel
La lucidatura chimico-meccanica e la lucidatura del coperchio contribuiscono a rendere il vetro ottico più liscio. La lucidatura chimico-meccanica utilizza un tampone e una miscela per asportare il materiale. Funziona bene per le superfici piane ma ha problemi con le forme difficili. La lucidatura del cofano utilizza uno strumento morbido che si piega per adattarsi alle superfici curve. Rimuove il materiale velocemente e rende le superfici molto precise. Entrambi i metodi aiutano a produrre più parti in vetro e a mantenere alta la qualità.
| Metodo di lucidatura | Impatto sulla resa | Impatto sulla resa |
|---|---|---|
| Lucidatura del cofano | Rimuove rapidamente il materiale e si adatta alle lenti curve | Superfici molto precise ma possono avere effetti strani |
| Lucidatura Chimico-Meccanica (CMP) | Funziona solo su superfici piane, non va bene per forme difficili | Non va bene per forme strane o rotonde |
La lucidatura del cofano utilizza un modo flessibile per lucidare. Funziona bene per lenti curve ed è molto veloce. La lucidatura chimico-meccanica utilizza un tampone di grandi dimensioni e mescola prodotti chimici e sfregamento. Aiuta a rendere il vetro più liscio ma funziona solo per superfici aperte.
| del metodo di lucidatura | delle caratteristiche | Limitazioni |
|---|---|---|
| Lucidatura del cofano | Strumento flessibile, rimozione rapida del materiale | Può avere strani effetti come piegarsi e rilassarsi |
| Lucidatura Chimico-Meccanica (CMP) | Utilizza un tampone grande, mescola prodotti chimici e sfregamenti | Funziona solo per superfici aperte, non va bene per forme strane |
Questi i metodi di lucidatura aiutano a controllare la levigatezza del vetro. Rendono il vetro migliore per realizzare molte parti. Ciò significa che le parti in vetro sono più lisce e precise.
La lucidatura del cofano e la lucidatura chimico-meccanica aiutano a rendere il vetro molto liscio e a migliorare il numero di parti buone che si ottengono, ma ogni modo ha i suoi problemi.
La lucidatura batch assistita da campo magnetico e la lucidatura multigetto sono nuovi modi per rifinire il vetro. La lucidatura batch assistita da campo magnetico utilizza magneti per spostare minuscoli pezzi grezzi. Può lucidare più lenti contemporaneamente. Rende il vetro molto liscio e ne mantiene la forma. La lucidatura a getto multiplo utilizza flussi di liquido ruvido per lucidare il vetro. Entrambi i modi rendono la lucidatura più veloce e migliore.
| Tecnica | Processo Tempo | Miglioramento della rugosità superficiale |
|---|---|---|
| MAF | 10 minuti (da 2−3 μm Rz a 0,1 μm Rz) | Grande miglioramento |
| MMJP | 75 secondi (da 0,21 μm Ra a 0,04 μm Ra) | Finitura molto precisa |
| MMJP | 40 secondi (da 0,32 μm Ra a 0,03 μm Ra) | Ottima qualità della superficie |
Kang e il team hanno reso il vetro più liscio da 2−3 μm Rz a 0,1 μm Rz in 10 minuti utilizzando la lucidatura batch assistita da campo magnetico.
Wang e il team hanno reso il vetro più liscio da 0,21 μm Ra a 0,04 μm in 75 secondi con la lucidatura a getto multiplo.
Yin e il suo team hanno ottenuto una rugosità di 0,03 μm in soli 40 secondi utilizzando la lucidatura a getto multiplo.
La lucidatura batch assistita da campo magnetico fa sembrare il vetro uno specchio senza danneggiarlo. I magneti muovono le parti ruvide per lucidare delicatamente il vetro. Ciò rende il vetro estremamente liscio e molto preciso. La lucidatura multigetto inoltre migliora il vetro molto rapidamente. Gli scienziati hanno scoperto che lucidare più a lungo può causare più problemi. L'uso dei magneti aiuta i getti a colpire il punto giusto e impedisce loro di diffondersi troppo.
| del metodo di lucidatura | Vantaggi |
|---|---|
| Lucidatura multigetto con fluido abrasivo rotante | Rende il vetro più liscio rispetto ai vecchi metodi. |
| Calcolo del fascio ionico | Molto preciso e funziona con materiali morbidi, ottiene un vetro super liscio. |
| Finitura magnetoreologica | Consente di controllare la forza di sfregamento, mantiene il vetro sicuro e lo rende molto liscio. |
La lucidatura batch assistita da campo magnetico e la lucidatura multigetto contribuiscono a rendere il vetro più liscio e preciso. Questi metodi aiutano a realizzare velocemente molte parti in vetro e a mantenere la superficie bella.
La lucidatura batch assistita da campo magnetico e la lucidatura multi-jet rendono il vetro liscio e rifinito velocemente.
Mantenere gli strumenti e il vetro puliti è importante per la lucidatura. Gli strumenti puliti aiutano a rendere il vetro più liscio e migliore. Gli utensili diamantati CVD possono rendere il vetro molto liscio. Le mole diamantate CVD fini danno una finitura con rugosità di Ra 5 nm. Il modo in cui lo strumento si consuma cambia la levigatezza del vetro.
Usa l'aria per soffiare via la polvere senza danneggiare il vetro.
Pulire con panni morbidi o salviette per lenti. Non strofinare avanti e indietro per non spargere lo sporco.
Usa detergenti sicuri come l'alcol isopropilico. Tira via lo sporco invece di spostarlo.
Nuovi metodi di lucidatura, come la lucidatura a getto multiplo con fluido abrasivo rotante e il calcolo del raggio ionico, aiutano a mantenere gli strumenti puliti e a durare più a lungo. Questi metodi rendono il vetro molto liscio e preciso. La finitura magnetoreologica utilizza i magneti per creare uno strumento morbido. Rende il vetro estremamente liscio e non lo riscalda.
Un sistema di controllo nelle macchine per lo stampaggio del vetro monitora la temperatura, la pressione e la velocità. Cambia le impostazioni durante il lavoro. Ciò mantiene costante la qualità ed evita errori quando si realizzano molte parti in vetro.
La lucidatura dell'airbag modifica la pressione dell'aria per modellare il vetro. Aiuta a rimuovere il materiale in modo uniforme e rende il vetro più liscio.
La lucidatura magnetoreologica utilizza i magneti per creare uno strumento morbido. Rende il vetro molto liscio e non lo scalda.
Osservare in tempo reale i cambiamenti di temperatura e pressione.
Le macchine utilizzano sensori e programmi intelligenti per mantenere le cose a posto.
Meno errori significano una migliore qualità e un vetro più liscio.
Mantenere gli strumenti puliti e controllarne l'usura aiuta a lucidare meglio il lavoro. Mantiene il vetro liscio e aiuta a realizzare molte parti buone.
Strumenti puliti e nuovi metodi di lucidatura aiutano a rendere il vetro molto preciso e a mantenere la superficie bella nella lucidatura del vetro ottico.
Studi recenti dimostrano che la lucidatura UV-CMP e UEV-CMP rendono il vetro più liscio e più veloce nella finitura. La tabella seguente mostra come questi metodi aiutano:
| Metodo di lucidatura | Materiale | Miglioramento MRR | Riduzione della rugosità superficiale | Ulteriori risultati |
|---|---|---|---|---|
| UV-CMP | A base di rame | 90% | 40% | Funziona più velocemente e migliora le superfici |
| UV-CMP | Zaffiro | 60% | 25% | Crea una nuova sostanza chimica morbida sulla superficie |
| UEV-CMP | Silicio monocristallino | 700 nm/min | 11 miglia nautiche | Toglie rapidamente lo strato morbido |
| UV-CMP | SiC | 19,51% | N / A | La miscelazione degli ultrasuoni e della reazione di Fenton aiuta ad accelerare il lavoro |
I produttori mantengono le cose esatte scegliendo buoni materiali, utilizzando macchine intelligenti, testando molto e controllando spesso la qualità. In futuro ci saranno nanorivestimenti, modi verdi di lavorare, più robot, stampa 3D, nuovi materiali e più modi per realizzare parti speciali.
La finitura superficiale modifica il modo in cui la luce si muove nell'ottica. Le superfici lisce aiutano le lenti a funzionare meglio. L'elevata qualità della superficie rende l'ottica più precisa. Le superfici ultra lisce riducono la dispersione. Ciò offre immagini più chiare e una migliore efficienza.
I produttori utilizzano finiture speciali e lucidatura rapida. In questi modi rimuovi piccoli urti e graffi. La lucidatura assistita da campo magnetico aiuta a rendere le superfici più lisce. Aiuta anche la rimozione chimico-meccanica. Questi passaggi migliorano la precisione e le prestazioni.
La precisione aiuta l'ottica a focalizzare la luce nel modo giusto. Le ottiche ad alta precisione necessitano di una struttura superficiale esatta. Una buona precisione significa che l'ottica funziona bene. La finitura ultra liscia riduce gli errori. Ciò garantisce una migliore efficienza e una maggiore durata.
Profilometri e strumenti metrologici controllano la struttura e l'accuratezza della superficie. Questi strumenti scansionano la superficie dell'ottica. I produttori li utilizzano per soddisfare le regole di alta qualità. Controlli accurati aiutano a controllare la rimozione. Ciò mantiene le superfici estremamente lisce.
La lucidatura rapida di alta qualità rimuove rapidamente i difetti. Ciò rende le superfici estremamente lisce. I maker risparmiano tempo e lavorano in modo più efficiente. Le ottiche soddisfano standard rigorosi. La lucidatura rapida aiuta a realizzare ottiche più precise.









































