
cerca
Elija su sitio
Global
Redes Sociales
Vistas: 0 Autor: Editor del sitio Hora de publicación: 2025-11-07 Origen: Sitio
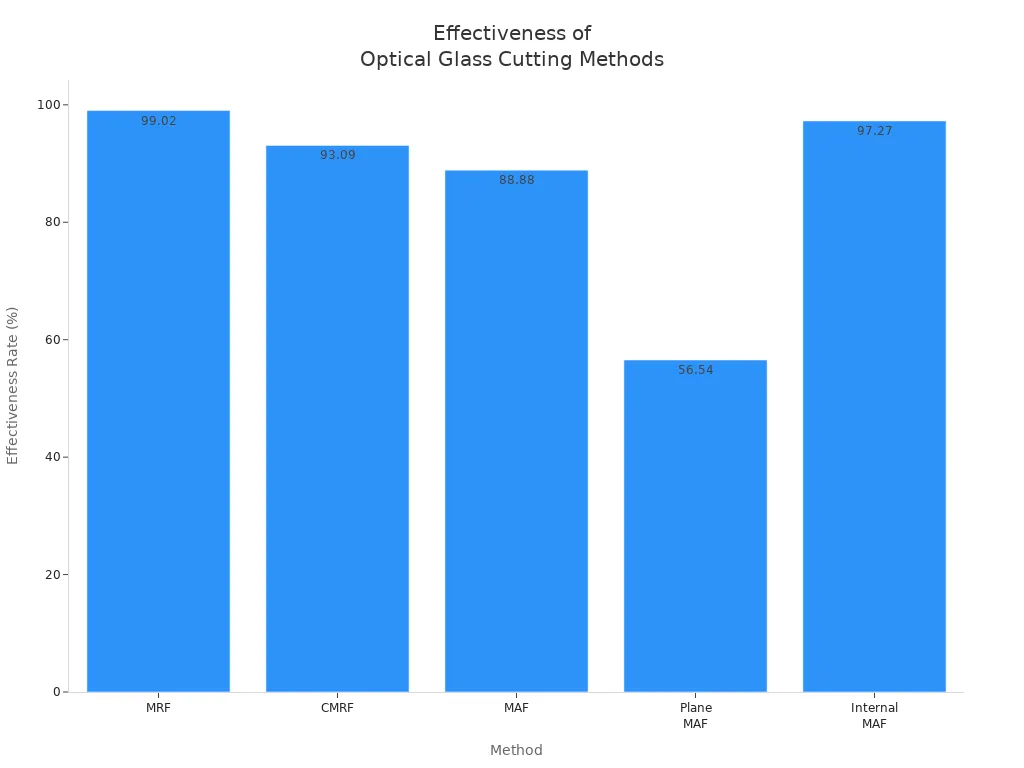
Controlar qué tan lisa es la superficie en el corte de vidrio óptico es muy importante. Ayuda a conseguir un buen rendimiento óptico. Los fabricantes utilizan diferentes formas de mantener la superficie agradable. Las mejores formas son el acabado magnetorreológico (MRF) y el acabado interno asistido por campo magnético (MAF interno). Estos métodos funcionan bien y tienen tasas de efectividad superiores al 97%. Tasa de efectividad
| del método | (%) |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Avión MAF | 56.54 |
| MAF interno | 97.27 |
Las nuevas herramientas de corte y pulido, como el corte por láser y el mecanizado CNC, mejoran y agilizan las cosas. Estas nuevas herramientas ayudan a fabricar piezas exactas y permiten fabricar muchas a la vez.
Es importante controlar el acabado de la superficie para Buen rendimiento óptico . Las superficies lisas ayudan a que las lentes funcionen mejor y dispersen menos luz.
Los nuevos métodos de corte, como el corte por láser y el mecanizado CNC, hacen que el vidrio óptico sea más preciso y más rápido de producir.
Medir bien la rugosidad de la superficie ayuda a detectar problemas a tiempo. Esto garantiza que las piezas ópticas duren mucho tiempo y mantengan su alta calidad.
Los métodos de pulido avanzados, como el pulido asistido por campos magnéticos, hacen que las superficies sean muy suaves y lo hacen con rapidez. Esto ayuda a la hora de fabricar muchas piezas a la vez.
Mantener las herramientas limpias y comprobar el desgaste ayuda a que el pulido funcione mejor. Esto conduce a una mejor calidad superficial en las piezas de vidrio óptico.
El control del acabado superficial es muy importante para las piezas de vidrio óptico. Cuando los fabricantes se centran en el acabado de la superficie, las lentes adquieren una forma más precisa. Los expertos lo comprueban medir la rugosidad de la superficie, el error de la superficie y la ondulación . Estas cosas cambian el funcionamiento de una lente en un sistema óptico. Los investigadores descubrieron que los errores con los accesorios y las herramientas desgastadas pueden cambiar la precisión de la superficie. Los estudios de Kong et al. y Karl Zeiss Company utilizaron las matemáticas para mostrar cómo la forma de la superficie se relaciona con el rendimiento óptico.
La rugosidad de la superficie provoca que la luz se disperse, lo que reduce el contraste de la imagen y provoca distorsión.
Pequeñas características en la superficie reflejan la luz de muchas maneras, lo que reduce la calidad de la imagen.
Las superficies irregulares cambian la fase de la luz, lo que puede perjudicar la resolución y el enfoque.
Los fabricantes utilizan nuevas tecnologías para solucionar estos problemas. El servogiro de herramientas lento asistido por vibración ultrasónica (UVSTS) ayuda a que el mecanizado sea más rápido y exacto. Los UVSTS pueden alcanzar una rugosidad superficial tan baja como 1 nm Sa, por lo que los resultados son muy precisos sin pasos adicionales.
El control del acabado de la superficie también es importante cuando se fabrican muchas piezas de vidrio óptico. Las buenas superficies reducen la dispersión y mejoran el contraste de la imagen, lo que ayuda al rendimiento óptico. Las reglas más estrictas sobre excavación desde cero hacen que los sistemas funcionen mejor, especialmente para láseres potentes. Los valores de Ra más bajos ayudan a detener la dispersión y a dejar pasar más luz. Los filtros fabricados con reglas estrictas pueden durar más de 10.000 horas y aún así funcionar bien.
Un mal acabado superficial hace que los recubrimientos fallen más rápido y significa más reparaciones.
La producción puede ralentizarse en lugares como las fábricas de semiconductores si la calidad de la superficie disminuye.
| del desafío | Descripción | Tecnología actual que aborda el desafío |
|---|---|---|
| Alta precisión | El vidrio duro y quebradizo dificulta la precisión. | UVSTS hace que el trabajo sea más rápido y exacto. |
| Formación de grietas | Pueden aparecer grietas durante el corte. | UVSTS ayuda a predecir y controlar grietas. |
| Calidad de la superficie | Es posible que los métodos antiguos no obtengan buena calidad rápidamente. | UVSTS obtiene una rugosidad Sa de 1 nm sin pasos adicionales. |
Los fabricantes deben controlar el acabado de la superficie para mantenerse al día con la producción en masa y mantener alta la calidad. Este control garantiza que cada pieza de vidrio óptico cumpla con reglas estrictas y funcione bien en su trabajo.
Los ingenieros comprueban qué tan liso o rugoso es el vidrio óptico. esto se llama Medición de rugosidad superficial . La rugosidad de la superficie cambia la forma en que se mueve la luz en el vidrio. También afecta el funcionamiento del vidrio en los dispositivos. ISO 21920 proporciona reglas para medir la rugosidad de la superficie. Estas reglas constan de tres partes: acabado superficial, términos y parámetros, y operadores de especificación. Esto ayuda a los ingenieros a hablar claramente sobre lo que quieren.
Hay tres formas principales de medir la rugosidad de la superficie. Cada forma muestra algo diferente sobre la superficie. La siguiente tabla explica estas formas:
| Parámetro | Descripción | Contexto de aplicación típico |
|---|---|---|
| Real academia de bellas artes | Mide la altura promedio de los baches de la superficie. | Utilizado en dibujos y comprobaciones generales de superficies. |
| rq | Muestra la desviación estándar de las alturas de las superficies. | Ayuda a encontrar grandes problemas en la textura de la superficie. |
| rz | Calcula el promedio de los cinco picos más altos y los cinco valles más bajos. | Bueno para sellar superficies y comprobar desgaste. |
Ra es fácil de usar, pero sólo mira la superficie en dos dimensiones. No muestra toda la forma de la superficie. Rq y Rz dan más detalles sobre la rugosidad. El uso de parámetros 3D ayuda a los ingenieros a ver mejor la superficie y saber cómo funcionará.
Consejo: medir la rugosidad de la superficie ayuda a detectar problemas a tiempo. Mantiene el vidrio óptico funcionando bien durante mucho tiempo.
Los perfilómetros y otras herramientas ayudan a medir la rugosidad de la superficie. Estas herramientas comprueban la forma de las superficies. Se aseguran de que los productos cumplan reglas estrictas. Hay dos tipos principales de perfilómetros: de contacto y sin contacto.
Los perfilómetros de contacto utilizan un lápiz para tocar la superficie. Son muy precisos, pero pueden rayar el vidrio blando.
Los perfilómetros sin contacto utilizan láseres o luz para escanear la superficie. No tocan el cristal, por lo que lo guardan a salvo. Estas herramientas son rápidas y pueden comprobar muchas superficies.
La siguiente tabla compara diferentes herramientas:
| Tipo de herramienta | Capacidades de medición |
|---|---|
| Perfilómetros ópticos | Medición sin contacto de perfiles de superficie, incluida la elevación de la superficie en función de las coordenadas laterales. Puede detectar la forma de la superficie, la rugosidad y los defectos aislados. |
| Herramientas de metrología de superficies | Determina la rugosidad, el contorno y otros parámetros de la superficie. Sin contacto y adaptable a diversas tareas de medición. Evalúa geometrías y rugosidades según normas ISO. |
| Perfiladores ópticos 3D | Proporciona metrología óptica 3D precisa independientemente de las características de la superficie. Adecuado para geometrías complejas y cumplimiento de normas ISO. |
Nuevas herramientas para medir la rugosidad de la superficie ayudan a los fabricantes a encontrar problemas a tiempo. Ayudan a mantener los productos dentro de los límites correctos. Estas herramientas funcionan para espejos láser, prismas y planos de vidrio. También se utilizan para investigar y comprobar la calidad. Las formas sin contacto de medir la rugosidad son seguras y fiables. Pero pueden costar más y es posible que no funcionen bien en superficies muy rugosas.
Nota: Una buena medición de la rugosidad de la superficie es importante para recubrimientos y dispositivos ópticos. Ayuda a que los productos duren más y funcionen mejor.

Fuente de la imagen: pexels
El corte mecánico utiliza herramientas especiales. Estas herramientas incluyen discos diamantados y sierras sin fin de hilo diamantado. Ayudan a dar forma a piezas de vidrio óptico con gran precisión. Los discos de diamante pueden cortar vitrocerámica dura. Pero este proceso a menudo deja daños bajo la superficie. Las sierras de hilo diamantado sin fin ayudan a que las herramientas duren más. También mantienen estable el acabado de la superficie. El torneado de ultraprecisión puede hacer que las piezas sean más exactas. En ocasiones, los bordes empeoran durante el mecanizado.
Las vitrocerámicas son fuertes pero se rompen fácilmente, por lo que son difíciles de mecanizar.
El rectificado de precisión hace que las superficies sean muy precisas, pero algunos daños permanecen debajo de la superficie.
El torneado de ultraprecisión tiene problemas con el empeoramiento de los bordes.
| del tipo de evidencia | Descripción |
|---|---|
| Rugosidad de la superficie | La rugosidad de la superficie cambia con el estilo de corte, el material y la configuración de la herramienta. |
| Tasas de defectos | Los cortes más rápidos y más profundos generan más defectos y menor calidad. |
| Modelos de predicción | Los ingenieros utilizan modelos para adivinar la rugosidad de la superficie a partir de cómo procesan las piezas. |
Qué tan bien funcionan las ópticas vitrocerámicas depende del acabado.
Quitar las piezas quebradizas puede dañar la superficie y el área debajo.
El torneado regular con diamante no siempre puede eliminar la sílice fundida sin problemas.
Las sierras de hilo diamantado pueden reducir el tiempo de pulido entre un 30% y un 50%. Esto ahorra dinero y hace que el trabajo sea más rápido. Los nuevos métodos de corte también reducen el daño causado por la fuerza y el calor. Esto conduce a mejores superficies y una producción más rápida.
Consejo: Elegir el mejor método de corte mecánico ayuda a controlar el acabado de la superficie y los defectos en el corte de vidrio óptico.
El corte por chorro de agua utiliza fuertes corrientes de agua para cortar vidrio. De esta forma se realizan cortes suaves y exactos. Ayuda a que el acabado de la superficie luzca mejor. El corte con chorro de agua deja pequeños cortes, por lo que se produce poco desperdicio. El proceso también proporciona una mayor precisión del tamaño. Funciona bien para trabajos que no necesitan acabado adicional.
El corte por chorro de aire caliente utiliza aire caliente para cortar vidrio. Esto puede ayudar a detener pequeñas grietas y mantener los bordes limpios. Tanto el corte con chorro de agua como con chorro de aire caliente ayudan a crear mejores bordes y superficies. Esto es importante cuando se hacen muchos piezas de vidrio óptico.
El corte con chorro de agua hace que las piezas de vidrio luzcan mejor.
Los cortes pequeños significan menos desperdicio y mayor precisión.
Muchas empresas utilizan el corte por chorro de agua para piezas que no necesitan más acabado.
Nota: El corte con chorro de agua y aire caliente ayuda a mantener un buen acabado superficial y precisión de tamaño en el corte de vidrio óptico.
El corte por láser utiliza rayos de luz enfocados para cortar vidrio. El rayo toca el cristal sólo durante un breve periodo de tiempo. Esto evita que el vidrio se doble o se agriete. El corte por láser produce bordes suaves y menos grietas o defectos pequeños. A diferencia de los métodos más antiguos, el corte por láser no necesita lijado después del corte.
Vidrio de aluminosilicato cortado con chips láser de ns-355 nm de aproximadamente 45,7 µm.
Un láser ps-1064nm produce chips de menos de 5 µm.
Un láser fs-515nm produce chips tan pequeños que no se pueden ver.
La ablación láser de arriba hacia abajo funciona bien para vidrio delgado de menos de 0,5 mm con láseres ps o fs.
La ablación láser pulsada de abajo hacia arriba de 532 nm con pulsos más cortos produce chips más pequeños, especialmente para vidrio grueso de más de 0,5 mm.
El corte por láser detiene las sacudidas y los golpes que pueden dañar el vidrio. De esta manera las superficies quedan muy lisas y ayuda a crear formas complicadas. Las nuevas herramientas de corte por láser también agilizan el trabajo y generan menos residuos. Esto reduce los costos de fabricación de piezas de vidrio óptico.
El corte por láser produce menos grietas y defectos pequeños.
El proceso proporciona bordes lisos sin trabajo adicional.
Una mayor eficiencia significa grandes ahorros de costos en el corte de vidrio óptico.
Consejo: El corte por láser brinda gran precisión y control del acabado superficial para el corte de vidrio óptico. Es perfecto para fabricar muchas piezas y para usos avanzados.

Fuente de la imagen: pexels
El pulido químico-mecánico y el pulido del capó ayudan a que el vidrio óptico sea más suave. El pulido químico-mecánico utiliza una almohadilla y una lechada para eliminar el material. Esto funciona bien para superficies planas, pero tiene problemas con formas complicadas. El pulido del capó utiliza una herramienta suave que se dobla para adaptarse a superficies curvas. Elimina material rápidamente y hace que las superficies sean muy precisas. Ambas formas ayudan a fabricar más piezas de vidrio y a mantener alta la calidad.
| Método de pulido | Impacto en el rendimiento | Impacto en el rendimiento |
|---|---|---|
| Pulido de capó | Elimina material rápidamente y se adapta a lentes curvados. | Superficies muy precisas pero pueden tener efectos extraños. |
| Pulido Químico-Mecánico (CMP) | Sólo funciona en superficies planas, no es bueno para formas complicadas. | No es bueno para formas extrañas o redondas. |
El pulido del capó utiliza una forma flexible de pulir. Funciona bien para lentes curvas y es muy rápido. El pulido químico-mecánico utiliza una almohadilla grande y mezcla productos químicos y frotamiento. Ayuda a suavizar el vidrio, pero solo funciona para superficies abiertas.
| del método de pulido | de las características | Limitaciones |
|---|---|---|
| Pulido de capó | Herramienta flexible, eliminación rápida de material | Puede tener efectos extraños como doblarse y relajarse. |
| Pulido Químico-Mecánico (CMP) | Utiliza una almohadilla grande, mezcla productos químicos y frota | Sólo funciona para superficies abiertas, no es bueno para formas extrañas. |
Estos Las formas de pulido ayudan a controlar la suavidad del vidrio. Mejoran el vidrio para fabricar muchas piezas. Esto significa que las piezas de vidrio son más suaves y exactas.
El pulido del capó y el pulido químico-mecánico ayudan a que el vidrio quede muy liso y mejoran la cantidad de piezas buenas que se obtienen, pero cada método tiene sus propios problemas.
El pulido por lotes asistido por campos magnéticos y el pulido con chorros múltiples son nuevas formas de terminar el vidrio. El pulido por lotes asistido por campos magnéticos utiliza imanes para mover pequeñas piezas ásperas. Puede pulir muchas lentes al mismo tiempo. Hace que el vidrio sea muy suave y mantiene la forma correcta. El pulido con chorro múltiple utiliza chorros de líquido áspero para pulir el vidrio. Ambas formas hacen que el pulido sea más rápido y mejor.
| Técnica | Proceso Tiempo | Mejora de la rugosidad de la superficie |
|---|---|---|
| MAF | 10 min (2-3 µm Rz a 0,1 µm Rz) | Gran mejora |
| MMJP | 75 segundos (de 0,21 μm Ra a 0,04 μm Ra) | acabado muy exacto |
| MMJP | 40 segundos (de 0,32 μm Ra a 0,03 μm Ra) | Gran calidad superficial |
Kang y su equipo suavizaron el vidrio de 2-3 μm Rz a 0,1 μm Rz en 10 minutos mediante pulido por lotes asistido por campo magnético.
Wang y su equipo suavizaron el vidrio de 0,21 μm Ra a 0,04 μm en 75 segundos con pulido de chorro múltiple.
Yin y su equipo obtuvieron una rugosidad de 0,03 μm en solo 40 segundos mediante el pulido con chorro múltiple.
El pulido por lotes asistido por campos magnéticos hace que el vidrio parezca un espejo sin dañarlo. Los imanes mueven las partes ásperas para pulir el vidrio suavemente. Esto hace que el vidrio sea súper suave y muy exacto. El pulido con chorro múltiple también mejora el vidrio muy rápidamente. Los científicos descubrieron que pulir por más tiempo puede causar más problemas. El uso de imanes ayuda a que los chorros lleguen al lugar correcto y evita que se propaguen demasiado.
| del método de pulido | Ventajas |
|---|---|
| Pulido de chorro múltiple con fluido abrasivo rotativo | Hace que el vidrio sea más suave que los métodos antiguos. |
| Calcular haz de iones | Muy exacto y trabaja con materiales blandos, consigue un cristal súper liso. |
| Acabado magnetorreológico | Le permite controlar la fuerza del roce, mantiene el vidrio seguro y lo deja muy suave. |
El pulido por lotes asistido por campos magnéticos y el pulido por chorro múltiple ayudan a que el vidrio sea más suave y exacto. Estas formas ayudan a fabricar muchas piezas de vidrio rápidamente y a mantener la superficie agradable.
El pulido por lotes asistido por campos magnéticos y el pulido por chorro múltiple hacen que el vidrio quede liso y tenga un acabado rápido.
Mantener las herramientas y el vidrio limpios es importante para pulir. Las herramientas limpias ayudan a que el vidrio sea más suave y mejor. Las herramientas de pulido de diamante CVD pueden hacer que el vidrio sea muy suave. Los finos discos de diamante CVD dan un acabado con una rugosidad de Ra 5 nm. La forma en que se desgasta la herramienta cambia la suavidad del vidrio.
Utilice aire para eliminar el polvo sin dañar el vidrio.
Limpiar con paños suaves o pañuelos para lentes. No frotes de un lado a otro para no esparcir suciedad.
Utilice limpiadores seguros como el alcohol isopropílico. Retire la suciedad en lugar de moverla.
Nuevas formas de pulido, como el pulido con chorro múltiple de fluido abrasivo giratorio y el modelado por haz de iones, ayudan a mantener las herramientas limpias y duran más. Estos métodos hacen que el vidrio sea muy liso y exacto. El acabado magnetorreológico utiliza imanes para crear una herramienta blanda. Hace que el vidrio sea súper suave y no lo calienta.
Un sistema de control en las máquinas de moldeo de vidrio vigila la temperatura, la presión y la velocidad. Cambia la configuración mientras trabaja. Esto mantiene la calidad constante y evita errores al fabricar muchas piezas de vidrio.
El pulido de los airbags cambia la presión del aire para darle forma al cristal. Ayuda a eliminar el material de manera uniforme y suaviza el vidrio.
El pulido magnetorreológico utiliza imanes para crear una herramienta blanda. Hace que el vidrio sea muy suave y no lo calienta.
Observar en tiempo real los cambios de temperatura y presión.
Las máquinas utilizan sensores y programas inteligentes para mantener todo en orden.
Menos errores significan mejor calidad y un vidrio más suave.
Mantener las herramientas limpias y vigilar el desgaste ayuda a que el pulido funcione mejor. Mantiene el vidrio liso y ayuda a fabricar muchas piezas buenas.
Las herramientas limpias y las nuevas formas de pulido ayudan a que el vidrio sea muy exacto y a mantener la superficie agradable en el pulido de vidrio óptico.
Estudios recientes muestran que el pulido UV-CMP y UEV-CMP hace que el vidrio sea más suave y de acabado más rápido. La siguiente tabla muestra cómo ayudan estos métodos:
| Método de pulido Mejora | del material | MRR | Reducción de la rugosidad de la superficie | Hallazgos adicionales |
|---|---|---|---|---|
| UV-CMP | A base de cobre | 90% | 40% | Trabaja más rápido y mejora las superficies. |
| UV-CMP | Zafiro | 60% | 25% | Crea un nuevo químico suave en la superficie. |
| UEV-CMP | Silicio monocristalino | 700 nm/min | 11 millas náuticas | Quita la capa blanda rápidamente |
| UV-CMP | Sic | 19,51% | N / A | Mezclar ultrasonidos y reacción de Fenton ayuda a acelerar el trabajo |
Los fabricantes mantienen las cosas exactas eligiendo buenos materiales, utilizando máquinas inteligentes, realizando muchas pruebas y comprobando la calidad con frecuencia. En el futuro, habrá nanorrecubrimientos, formas ecológicas de trabajar, más robots, impresión 3D, nuevos materiales y más formas de fabricar piezas especiales.
El acabado de la superficie cambia la forma en que se mueve la luz en la óptica. Las superficies lisas ayudan a que las lentes funcionen mejor. La alta calidad de la superficie hace que la óptica sea más precisa. Las superficies ultralisas reducen la dispersión. Esto proporciona imágenes más claras y una mayor eficiencia.
Los fabricantes utilizan acabados especiales y pulido rápido. De esta manera se eliminan pequeños golpes y rayones. El pulido asistido por campos magnéticos ayuda a suavizar las superficies. La eliminación químico-mecánica también ayuda. Estos pasos mejoran la precisión y el rendimiento.
La precisión ayuda a que la óptica enfoque la luz de la manera correcta. La óptica de alta precisión necesita una textura superficial exacta. Una buena precisión significa que la óptica funciona bien. El acabado ultrasuave reduce los errores. Esto proporciona una mejor eficiencia y una vida más larga.
Los perfilómetros y las herramientas de metrología verifican la textura y la precisión de la superficie. Estas herramientas escanean la superficie de la óptica. Los fabricantes los utilizan para cumplir normas de alta calidad. Los controles precisos ayudan a controlar la eliminación. Esto mantiene las superficies ultralisas.
El pulido rápido de alta calidad elimina los defectos rápidamente. Esto hace que las superficies sean ultralisas. Los creadores ahorran tiempo y trabajan de manera más eficiente. La óptica cumple con estándares estrictos. El pulido rápido ayuda a crear ópticas de mayor precisión.









































