
schließen
Wählen Sie Ihre Website
Global
Soziale Medien
Aufrufe: 0 Autor: Site-Editor Veröffentlichungszeit: 07.11.2025 Herkunft: Website
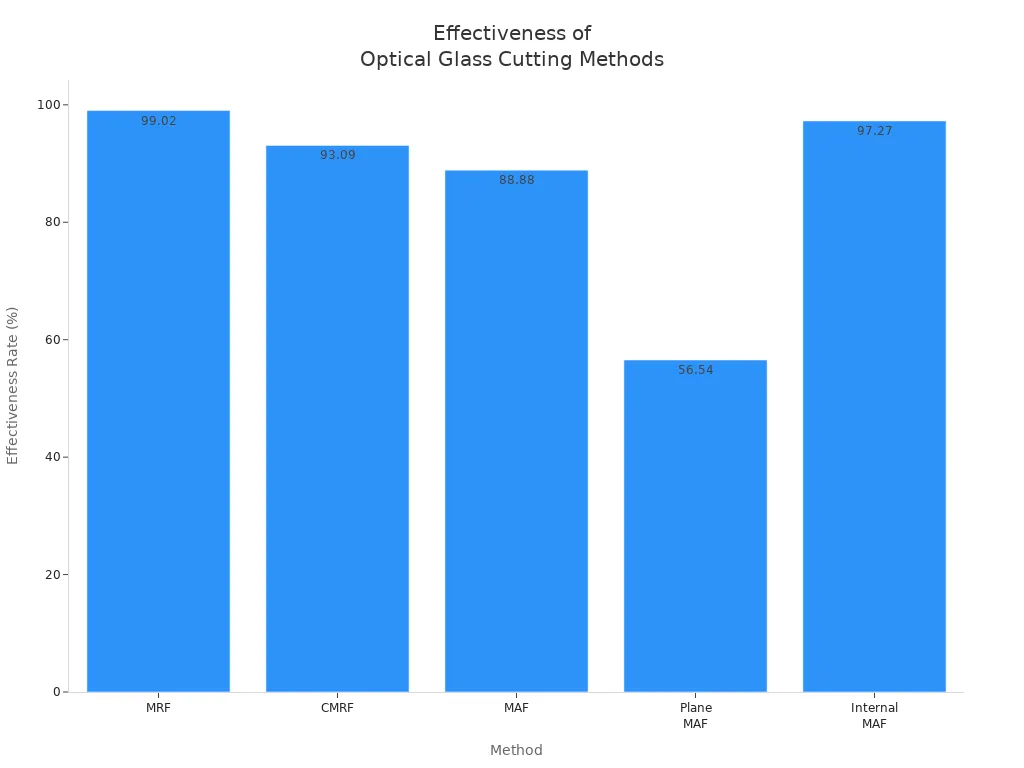
Beim optischen Glasschneiden ist es sehr wichtig, die Glätte der Oberfläche zu kontrollieren. Es trägt zu einer guten optischen Leistung bei. Hersteller verwenden unterschiedliche Methoden, um die Oberfläche schön zu halten. Die besten Methoden sind das magnetorheologische Finishing (MRF) und das interne magnetfeldunterstützte Finishing (internes MAF). Diese Methoden funktionieren gut und haben Wirksamkeitsraten von über 97 %.
| Methodeneffektivitätsrate | (%) |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Flugzeug MAF | 56.54 |
| Interner MAF | 97.27 |
Neue Schneid- und Polierwerkzeuge wie Laserschneiden und CNC-Bearbeitung machen die Dinge besser und schneller. Diese neuen Werkzeuge helfen bei der Herstellung exakter Teile und ermöglichen die Herstellung mehrerer Teile auf einmal.
Es ist wichtig, die Oberflächenbeschaffenheit zu kontrollieren gute optische Leistung . Glatte Oberflächen tragen dazu bei, dass die Linsen besser funktionieren und weniger Licht streuen.
Neue Schneidmethoden wie Laserschneiden und CNC-Bearbeitung machen optisches Glas präziser und schneller herstellbar.
Eine gute Messung der Oberflächenrauheit hilft, Probleme frühzeitig zu erkennen. Dadurch wird sichergestellt, dass optische Teile lange halten und von hoher Qualität bleiben.
Fortschrittliche Poliermethoden wie das magnetfeldunterstützte Polieren machen Oberflächen sehr glatt und das schnell. Dies hilft bei der gleichzeitigen Herstellung vieler Teile.
Wenn Sie die Werkzeuge sauber halten und auf Abnutzung prüfen, verbessert sich die Polierwirkung. Dies führt zu einer besseren Oberflächenqualität optischer Glasstücke.
Die Kontrolle der Oberflächenbeschaffenheit ist für optische Glasteile sehr wichtig. Wenn Hersteller sich auf die Oberflächenbeschaffenheit konzentrieren, erhalten die Linsen eine präzisere Form. Experten überprüfen dies Messung der Oberflächenrauheit, des Oberflächenfehlers und der Welligkeit . Diese Dinge verändern die Funktionsweise einer Linse in einem optischen System. Forscher fanden heraus, dass Fehler bei Vorrichtungen und abgenutzten Werkzeugen die Oberflächengenauigkeit verändern können. Studien von Kong et al. und die Karl Zeiss Company zeigten mithilfe von Mathematik, wie die Oberflächenform mit der optischen Leistung zusammenhängt.
Durch die Oberflächenrauheit wird das Licht gestreut, was den Bildkontrast verringert und zu Verzerrungen führt.
Winzige Strukturen auf der Oberfläche reflektieren das Licht auf vielfältige Weise, was die Bildqualität beeinträchtigt.
Unebene Oberflächen verändern die Lichtphase, was die Auflösung und den Fokus beeinträchtigen kann.
Hersteller nutzen neue Technologien, um diese Probleme zu beheben. Ultraschallvibrationsunterstütztes Slow-Tool-Servo-Drehen (UVSTS) trägt dazu bei, die Bearbeitung schneller und präziser zu gestalten. UVSTS kann eine Oberflächenrauheit von nur 1 nm Sa erreichen, sodass die Ergebnisse ohne zusätzliche Schritte sehr präzise sind.
Bei der Herstellung zahlreicher optischer Glasteile ist auch die Kontrolle der Oberflächenbeschaffenheit wichtig. Gute Oberflächen verringern die Streuung und verbessern den Bildkontrast, was die optische Leistung verbessert. Strengere Scratch-Dig-Regeln sorgen dafür, dass Systeme besser funktionieren, insbesondere bei starken Lasern. Niedrigere Ra-Werte tragen dazu bei, die Streuung zu stoppen und mehr Licht durchzulassen. Filter, die nach strengen Regeln hergestellt werden, können über 10.000 Stunden halten und trotzdem gut funktionieren.
Eine schlechte Oberflächenbeschaffenheit führt dazu, dass Beschichtungen schneller versagen und mehr Reparaturen erforderlich sind.
In Halbleiterfabriken kann es zu einer Verlangsamung der Produktion kommen, wenn die Oberflächenqualität sinkt.
| Herausforderungsbeschreibung | Herausforderung | Aktuelle Technologie zur Bewältigung der |
|---|---|---|
| Hohe Präzision | Hart-sprödes Glas macht Präzision schwer. | UVSTS macht das Arbeiten schneller und genauer. |
| Rissbildung | Beim Schneiden kann es zu Rissen kommen. | UVSTS hilft bei der Vorhersage und Kontrolle von Rissen. |
| Oberflächenqualität | Mit alten Methoden wird möglicherweise nicht schnell eine gute Qualität erzielt. | UVSTS erreicht eine Sa-Rauheit von 1 nm ohne zusätzliche Schritte. |
Hersteller müssen die Oberflächenbeschaffenheit kontrollieren, um mit der Massenproduktion Schritt zu halten und die Qualität hoch zu halten. Diese Kontrolle stellt sicher, dass jedes optische Glasteil strenge Regeln erfüllt und bei seiner Aufgabe einwandfrei funktioniert.
Ingenieure prüfen, wie glatt oder rau optisches Glas ist. Das nennt man Messung der Oberflächenrauheit . Die Oberflächenrauheit verändert die Art und Weise, wie sich Licht im Glas bewegt. Es beeinflusst auch, wie gut das Glas in Geräten funktioniert. ISO 21920 gibt Regeln für die Messung der Oberflächenrauheit vor. Diese Regeln bestehen aus drei Teilen: Oberflächenbeschaffenheit, Begriffe und Parameter sowie Spezifikationsoperatoren. Dies hilft Ingenieuren, klar darüber zu sprechen, was sie wollen.
Es gibt drei Hauptmethoden zur Messung der Oberflächenrauheit. Jede Richtung zeigt etwas anderes an der Oberfläche. In der folgenden Tabelle werden diese Möglichkeiten erläutert:
| Parameter | Beschreibung | Typischer Anwendungskontext |
|---|---|---|
| Ra | Misst die durchschnittliche Höhe von Oberflächenunebenheiten. | Wird für Zeichnungen und allgemeine Oberflächenprüfungen verwendet. |
| Rq | Zeigt die Standardabweichung der Oberflächenhöhen an. | Hilft bei der Suche nach großen Problemen in der Oberflächenstruktur. |
| Rz | Berechnet den Durchschnitt der fünf höchsten Gipfel und fünf niedrigsten Täler. | Gut zum Abdichten von Oberflächen und zur Verschleißprüfung. |
Ra ist einfach zu verwenden, betrachtet die Oberfläche jedoch nur in zwei Dimensionen. Es zeigt nicht die gesamte Form der Oberfläche. Rq und Rz geben weitere Details zur Rauheit. Die Verwendung von 3D-Parametern hilft Ingenieuren, die Oberfläche besser zu sehen und zu wissen, wie sie funktionieren wird.
Tipp: Die Messung der Oberflächenrauheit hilft, Probleme frühzeitig zu erkennen. Dadurch bleibt optisches Glas lange funktionstüchtig.
Profilometer und andere Werkzeuge helfen bei der Messung der Oberflächenrauheit. Diese Werkzeuge prüfen die Form von Oberflächen. Sie stellen sicher, dass die Produkte strengen Regeln entsprechen. Es gibt zwei Haupttypen von Profilometern: Kontakt- und berührungslose Profilometer.
Kontaktprofilometer verwenden einen Stift, um die Oberfläche zu berühren. Sie sind sehr genau, können aber weiches Glas zerkratzen.
Berührungslose Profilometer scannen die Oberfläche mithilfe von Lasern oder Licht. Sie berühren das Glas nicht und bewahren es daher sicher auf. Diese Werkzeuge sind schnell und können viele Oberflächen prüfen.
Die folgende Tabelle vergleicht verschiedene Werkzeuge:
| Werkzeugtyp | -Messfunktionen |
|---|---|
| Optische Profilometer | Berührungslose Messung von Oberflächenprofilen, einschließlich der Oberflächenhöhe als Funktion der lateralen Koordinaten. Kann Oberflächenform, Rauheit und isolierte Fehler erkennen. |
| Werkzeuge für die Oberflächenmesstechnik | Bestimmt Rauheit, Kontur und andere Oberflächenparameter. Berührungslos und anpassbar an verschiedene Messaufgaben. Bewertet Geometrien und Rauheit gemäß ISO-Standards. |
| Optische 3D-Profiler | Bietet präzise optische 3D-Messtechnik unabhängig von Oberflächeneigenschaften. Geeignet für komplexe Geometrien und Einhaltung von ISO-Normen. |
Neue Werkzeuge zur Messung der Oberflächenrauheit helfen Herstellern, Probleme frühzeitig zu erkennen. Sie helfen dabei, die Produkte innerhalb der richtigen Grenzen zu halten. Diese Werkzeuge eignen sich für Laserspiegel, Prismen und Glasflächen. Sie werden auch zur Recherche und Qualitätskontrolle eingesetzt. Berührungslose Methoden zur Rauheitsmessung sind sicher und zuverlässig. Sie können jedoch teurer sein und auf sehr rauen Oberflächen möglicherweise nicht gut funktionieren.
Hinweis: Eine gute Messung der Oberflächenrauheit ist für Beschichtungen und optische Geräte wichtig. Es trägt dazu bei, dass Produkte länger halten und besser funktionieren.

Bildquelle: Pexel
Beim mechanischen Schneiden kommen Spezialwerkzeuge zum Einsatz. Zu diesen Werkzeugen gehören Diamanttrennscheiben und endlose Diamantdrahtsägen. Sie helfen dabei, optische Glasteile mit hoher Genauigkeit zu formen. Diamantscheiben können harte Glaskeramik schneiden. Dieser Prozess hinterlässt jedoch häufig Schäden unter der Oberfläche. Endlos-Diamantseilsägen sorgen für eine längere Lebensdauer der Werkzeuge. Sie sorgen außerdem für eine gleichmäßige Oberflächenbeschaffenheit. Durch Ultrapräzisionsdrehen können Teile präziser gefertigt werden. Manchmal werden die Kanten während der Bearbeitung schlechter.
Glaskeramik ist zwar stabil, bricht jedoch leicht und lässt sich daher nur schwer bearbeiten.
Durch Präzisionsschleifen werden Oberflächen sehr genau, einige Schäden bleiben jedoch unter der Oberfläche.
Beim Ultrapräzisionsdrehen treten Probleme mit schlechter werdenden Kanten auf.
| des Beweistyps | Beschreibung |
|---|---|
| Oberflächenrauheit | Die Oberflächenrauheit ändert sich je nach Schnittart, Material und Werkzeugeinstellungen. |
| Fehlerraten | Schnelleres Schneiden und tiefere Schnitte führen zu mehr Fehlern und schlechterer Qualität. |
| Vorhersagemodelle | Ingenieure nutzen Modelle, um anhand der Art und Weise, wie sie Teile bearbeiten, die Oberflächenrauheit abzuschätzen. |
Wie gut Glaskeramikoptiken funktionieren hängt vom Finish ab.
Das Entfernen spröder Teile kann die Oberfläche und den darunter liegenden Bereich beschädigen.
Durch regelmäßiges Diamantdrehen kann Quarzglas nicht immer reibungslos entfernt werden.
Diamantdrahtsägemaschinen können die Polierzeit um 30–50 % verkürzen. Das spart Geld und beschleunigt die Arbeit. Neue Schneidmethoden verringern zudem die Schäden durch Gewalteinwirkung und Hitze. Dies führt zu besseren Oberflächen und einer schnelleren Produktion.
Tipp: Die Auswahl der besten mechanischen Schneidmethode hilft dabei, die Oberflächenbeschaffenheit und Fehler beim optischen Glasschneiden zu kontrollieren.
Beim Wasserstrahlschneiden werden starke Wasserströme zum Schneiden von Glas verwendet. Auf diese Weise werden glatte und exakte Schnitte erzielt. Dadurch sieht die Oberfläche besser aus. Beim Wasserstrahlschneiden entstehen winzige Schnittfugen, so dass nur wenig Abfall entsteht. Das Verfahren sorgt außerdem für eine bessere Größengenauigkeit. Es eignet sich gut für Arbeiten, die keine zusätzliche Nachbearbeitung erfordern.
Beim Heißluftstrahlschneiden wird Glas mit heißer Luft geschnitten. Dies kann dazu beitragen, kleine Risse zu verhindern und die Kanten sauber zu halten. Sowohl Wasserstrahl- als auch Heißluftstrahlschneiden tragen dazu bei, bessere Kanten und Oberflächen zu erzielen. Dies ist wichtig, wenn Sie viele davon herstellen optische Glasteile.
Durch Wasserstrahlschneiden sehen Glasteile schöner aus.
Kleine Schnittfugen bedeuten weniger Abfall und eine bessere Genauigkeit.
Viele Unternehmen nutzen das Wasserstrahlschneiden für Teile, die keiner weiteren Nachbearbeitung bedürfen.
Hinweis: Wasserstrahl- und Heißluftstrahlschneiden tragen dazu bei, beim optischen Glasschneiden eine gute Oberflächengüte und Größengenauigkeit zu gewährleisten.
Beim Laserschneiden werden fokussierte Lichtstrahlen zum Schneiden von Glas verwendet. Der Strahl berührt das Glas nur für kurze Zeit. Dadurch wird verhindert, dass sich das Glas verbiegt oder bricht. Durch das Laserschneiden entstehen glatte Kanten und weniger kleine Risse oder Defekte. Im Gegensatz zu älteren Methoden ist beim Laserschneiden kein Schleifen nach dem Schneiden erforderlich.
Mit einem NS-355-nm-Laser geschnittenes Aluminosilikatglas zerkleinert ca. 45,7 µm.
Ein PS-1064-nm-Laser stellt Chips her, die kleiner als 5 µm sind.
Ein fs-515-nm-Laser macht Chips so klein, dass man sie nicht sehen kann.
Die Top-Down-Laserablation eignet sich gut für dünnes Glas unter 0,5 mm mit ps- oder fs-Lasern.
Die gepulste 532-nm-Laserablation von unten nach oben mit kürzeren Pulsen erzeugt kleinere Chips, insbesondere bei dickem Glas über 0,5 mm.
Das Laserschneiden verhindert Erschütterungen und Erschütterungen, die Glas beschädigen können. Auf diese Weise werden Oberflächen sehr glatt und es können knifflige Formen geschaffen werden. Neue Laserschneidwerkzeuge beschleunigen zudem die Arbeit und verringern den Abfall. Dies senkt die Kosten für die Herstellung optischer Glasteile.
Beim Laserschneiden entstehen weniger kleine Risse und Defekte.
Das Verfahren sorgt für glatte Kanten ohne zusätzliche Arbeit.
Höhere Effizienz bedeutet große Kosteneinsparungen beim optischen Glasschneiden.
Tipp: Das Laserschneiden bietet eine hohe Präzision und Kontrolle der Oberflächengüte beim optischen Glasschneiden. Es eignet sich perfekt für die Herstellung vieler Teile und für fortgeschrittene Anwendungen.

Bildquelle: Pexel
Chemisch-mechanisches Polieren und Haubenpolieren tragen dazu bei, optisches Glas glatter zu machen. Beim chemisch-mechanischen Polieren werden ein Pad und eine Polierschlämme verwendet, um Material abzutragen. Dies funktioniert gut für flache Oberflächen, ist jedoch bei schwierigen Formen problematisch. Beim Polieren der Motorhaube wird ein weiches Werkzeug verwendet, das sich an gebogene Oberflächen anpasst. Es entfernt Material schnell und macht Oberflächen sehr präzise. Beide Methoden tragen dazu bei, mehr Glasteile herzustellen und die Qualität hoch zu halten. Auswirkungen
| der Poliermethode und | auf den Durchsatz | auf die Ausbeute |
|---|---|---|
| Polieren der Motorhaube | Entfernt Material schnell und passt auf gebogene Brillengläser | Sehr genaue Oberflächen, können aber seltsame Effekte haben |
| Chemisch-mechanisches Polieren (CMP) | Funktioniert nur auf ebenen Flächen, nicht für knifflige Formen geeignet | Nicht geeignet für ungewöhnliche oder runde Formen |
Beim Polieren der Motorhaube wird eine flexible Methode zum Polieren verwendet. Es eignet sich gut für gebogene Brillengläser und ist sehr schnell. Beim chemisch-mechanischen Polieren wird ein großes Pad verwendet, bei dem Chemikalien und Reiben gemischt werden. Es trägt dazu bei, das Glas glatter zu machen, funktioniert aber nur bei offenen Oberflächen.
| der Poliermethode | der Eigenschaften | Einschränkungen |
|---|---|---|
| Polieren der Motorhaube | Flexibles Werkzeug, schneller Materialabtrag | Kann seltsame Effekte wie Bücken und Entspannen haben |
| Chemisch-mechanisches Polieren (CMP) | Verwendet ein großes Pad, mischt Chemikalien und reibt | Funktioniert nur für offene Flächen, nicht für ungewöhnliche Formen |
Diese Poliermethoden helfen dabei, die Glätte des Glases zu kontrollieren. Sie machen das Glas besser für die Herstellung vieler Teile. Dadurch werden Glasteile glatter und präziser.
Das Polieren der Motorhaube und das chemisch-mechanische Polieren tragen dazu bei, das Glas sehr glatt zu machen und die Anzahl der guten Teile zu verbessern, aber jede Methode hat ihre eigenen Probleme.
Das magnetfeldunterstützte Chargenpolieren und das Mehrstrahlpolieren sind neue Methoden zur Glasbearbeitung. Beim magnetfeldunterstützten Chargenpolieren werden Magnete verwendet, um winzige Rohteile zu bewegen. Es können mehrere Linsen gleichzeitig poliert werden. Es macht Glas sehr glatt und behält die richtige Form. Beim Mehrstrahlpolieren werden raue Flüssigkeitsströme zum Polieren von Glas verwendet. Beide Möglichkeiten machen das Polieren schneller und besser.
| Technik | Prozesszeit | Verbesserung der Oberflächenrauheit |
|---|---|---|
| MAF | 10 min (2−3 μm Rz bis 0,1 μm Rz) | Große Verbesserung |
| MMJP | 75 Sekunden (0,21 μm Ra bis 0,04 μm Ra) | Sehr exaktes Finish |
| MMJP | 40 Sekunden (0,32 μm Ra bis 0,03 μm Ra) | Tolle Oberflächenqualität |
Kang und sein Team machten Glas durch magnetfeldunterstütztes Chargenpolieren in 10 Minuten von 2–3 μm Rz auf 0,1 μm Rz glatter.
Wang und sein Team machten Glas durch Multi-Jet-Polieren in 75 Sekunden glatter von 0,21 μm Ra auf 0,04 μm.
Yin und sein Team erreichten durch Multi-Jet-Polieren in nur 40 Sekunden eine Rauheit von 0,03 μm.
Das magnetfeldunterstützte Chargenpolieren lässt Glas wie einen Spiegel aussehen, ohne es zu beschädigen. Magnete bewegen die groben Teile, um das Glas sanft zu polieren. Dadurch wird Glas superglatt und sehr exakt. Durch das Mehrstrahlpolieren wird Glas auch sehr schnell besser. Wissenschaftler haben herausgefunden, dass längeres Polieren mehr Probleme verursachen kann. Durch die Verwendung von Magneten treffen die Düsen die richtige Stelle und verhindern, dass sie sich zu stark ausbreiten.
| der Poliermethode | Vorteile |
|---|---|
| Multi-Jet-Polieren mit rotierender Schleifflüssigkeit | Macht Glas glatter als herkömmliche Methoden. |
| Ionenstrahlberechnung | Sehr präzise und funktioniert mit weichen Materialien, ergibt superglattes Glas. |
| Magnetorheologische Endbearbeitung | Ermöglicht die Kontrolle der Reibkraft, hält das Glas sicher und macht es sehr glatt. |
Durch magnetfeldunterstütztes Chargenpolieren und Mehrstrahlpolieren wird Glas glatter und präziser. Auf diese Weise können viele Glasteile schnell hergestellt werden und die Oberfläche bleibt schön.
Das magnetfeldunterstützte Chargenpolieren und das Mehrstrahlpolieren sorgen für eine glatte und schnelle Endbearbeitung des Glases.
Beim Polieren ist es wichtig, Werkzeuge und Glas sauber zu halten. Saubere Werkzeuge tragen dazu bei, das Glas glatter und besser zu machen. CVD-Diamantschleifwerkzeuge können Glas sehr glatt machen. Feine CVD-Diamantscheiben sorgen für ein Finish mit einer Rauheit von Ra 5 nm. Die Art und Weise, wie das Werkzeug abgenutzt wird, verändert die Glätte des Glases.
Blasen Sie Staub mit Luft weg, ohne das Glas zu beschädigen.
Mit weichen Tüchern oder Linsentüchern reinigen. Reiben Sie nicht hin und her, damit sich der Schmutz nicht verteilt.
Verwenden Sie sichere Reinigungsmittel wie Isopropylalkohol. Entfernen Sie den Schmutz, anstatt ihn zu bewegen.
Neue Poliermethoden wie das Mehrstrahlpolieren mit rotierender Schleifflüssigkeit und das Ionenstrahlpolieren tragen dazu bei, dass die Werkzeuge sauber bleiben und länger halten. Auf diese Weise wird Glas sehr glatt und exakt. Bei der magnetorheologischen Endbearbeitung wird mithilfe von Magneten ein weiches Werkzeug hergestellt. Es macht Glas superglatt und erhitzt es nicht.
Ein Steuersystem in Glasformmaschinen überwacht Temperatur, Druck und Geschwindigkeit. Es ändert die Einstellungen während der Arbeit. Dadurch bleibt die Qualität konstant und Fehler bei der Herstellung vieler Glasteile werden vermieden.
Beim Airbag-Polieren verändert sich der Luftdruck, um das Glas zu formen. Es trägt zum gleichmäßigen Materialabtrag bei und macht das Glas glatter.
Beim magnetorheologischen Polieren werden Magnete verwendet, um ein weiches Werkzeug herzustellen. Es macht Glas sehr glatt und erhitzt es nicht.
Durch Beobachtung von Temperatur- und Druckänderungen in Echtzeit.
Maschinen nutzen Sensoren und intelligente Programme, um dafür zu sorgen, dass alles richtig läuft.
Weniger Fehler bedeuten bessere Qualität und glatteres Glas.
Wenn Sie die Werkzeuge sauber halten und auf Abnutzung achten, verbessert sich die Polierwirkung. Es hält das Glas glatt und hilft bei der Herstellung vieler guter Teile.
Saubere Werkzeuge und neue Poliermethoden tragen dazu bei, dass Glas beim Polieren von optischem Glas sehr exakt wird und die Oberfläche schön bleibt.
Aktuelle Studien zeigen, dass das UV-CMP- und UEV-CMP-Polieren das Glas glatter macht und die Endbearbeitung beschleunigt. Die folgende Tabelle zeigt, wie diese Methoden helfen:
| Poliermethode | Material- | MRR-Verbesserung | Oberflächenrauheitsreduzierung | Zusätzliche Erkenntnisse |
|---|---|---|---|---|
| UV-CMP | Auf Kupferbasis | 90 % | 40 % | Wirkt schneller und macht Oberflächen besser |
| UV-CMP | Saphir | 60 % | 25 % | Erzeugt eine neue weiche Chemikalie auf der Oberfläche |
| UEV-CMP | Monokristallines Silizium | 700 nm/min | 11 nm | Entfernt die weiche Schicht schnell |
| UV-CMP | SiC | 19,51 % | N / A | Durch die Kombination von Ultraschall und Fenton-Reaktion wird die Arbeit beschleunigt |
Hersteller halten die Dinge genau, indem sie gute Materialien auswählen, intelligente Maschinen verwenden, viel testen und die Qualität häufig überprüfen. In der Zukunft wird es Nanobeschichtungen, umweltfreundliche Arbeitsweisen, mehr Roboter, 3D-Druck, neue Materialien und mehr Möglichkeiten zur Herstellung spezieller Teile geben.
Die Oberflächenbeschaffenheit verändert die Art und Weise, wie sich Licht in der Optik bewegt. Glatte Oberflächen tragen dazu bei, dass die Linsen besser funktionieren. Eine hohe Oberflächenqualität macht die Optik genauer. Ultraglatte Oberflächen verringern die Streuung. Dies sorgt für klarere Bilder und eine bessere Effizienz.
Die Hersteller verwenden eine spezielle Endbearbeitung und schnelles Polieren. Auf diese Weise werden kleine Unebenheiten und Kratzer entfernt. Durch magnetfeldgestütztes Polieren werden Oberflächen glatter. Auch eine chemisch-mechanische Entfernung hilft. Diese Schritte verbessern die Genauigkeit und Leistung.
Genauigkeit hilft der Optik, das Licht richtig zu fokussieren. Hochpräzise Optiken benötigen eine exakte Oberflächenbeschaffenheit. Eine gute Genauigkeit bedeutet, dass die Optik gut funktioniert. Ultraglatte Oberfläche reduziert Fehler. Dies führt zu einer besseren Effizienz und einer längeren Lebensdauer.
Profilometer und Messinstrumente prüfen die Oberflächentextur und -genauigkeit. Diese Werkzeuge scannen die Oberfläche von Optiken. Hersteller nutzen sie, um hohe Qualitätsregeln einzuhalten. Genaue Kontrollen helfen, die Entfernung zu kontrollieren. Dadurch bleiben die Oberflächen ultraglatt.
Durch hochwertiges Schnellpolieren werden Defekte schnell beseitigt. Dadurch werden Oberflächen ultraglatt. Maker sparen Zeit und arbeiten effizienter. Die Optik entspricht strengen Standards. Schnelles Polieren trägt zur Herstellung hochpräziserer Optiken bei.









































