
fermer
Choisissez votre site
Mondial
Réseaux sociaux
Vues : 0 Auteur : Éditeur du site Heure de publication : 2025-11-07 Origine : Site
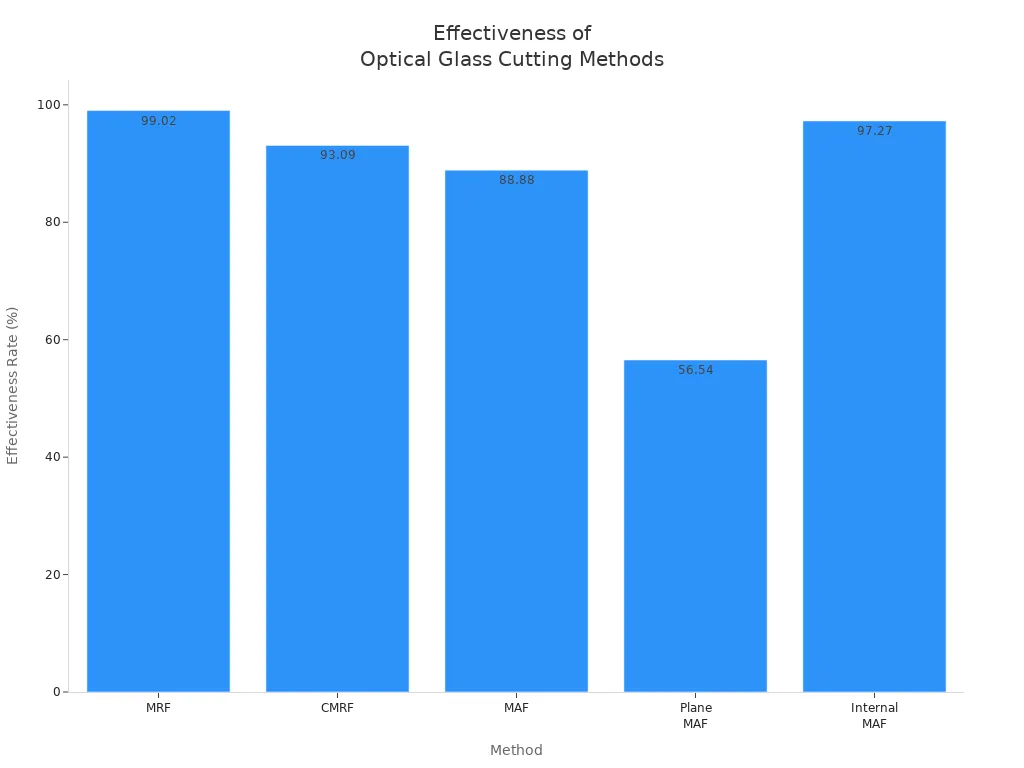
Il est très important de contrôler la douceur de la surface lors de la découpe du verre optique. Cela permet d’obtenir de bonnes performances optiques. Les fabricants utilisent différentes manières pour garder la surface belle. Les meilleures méthodes sont la finition magnétorhéologique (MRF) et la finition assistée par champ magnétique interne (MAF interne). Ces méthodes fonctionnent bien et ont des taux d'efficacité supérieurs à 97 %. Taux d’efficacité
| de la méthode | (%) |
|---|---|
| FRM | 99.02 |
| CMRF | 93.09 |
| CRG | 88.88 |
| Avion MAF | 56.54 |
| CRG interne | 97.27 |
Les nouveaux outils de découpe et de polissage, comme la découpe laser et l’usinage CNC, rendent les choses meilleures et plus rapides. Ces nouveaux outils aident à fabriquer des pièces exactes et permettent d’en fabriquer plusieurs à la fois.
Il est important de contrôler la finition de la surface pour bonnes performances optiques . Les surfaces lisses aident les lentilles à mieux fonctionner et à diffuser moins de lumière.
Les nouvelles méthodes de découpe telles que la découpe laser et l’usinage CNC rendent la production du verre optique plus précise et plus rapide.
mesurer la rugosité des surfaces permet de détecter rapidement les problèmes. Bien Cela garantit que les pièces optiques durent longtemps et restent de haute qualité.
Les méthodes de polissage avancées telles que le polissage assisté par champ magnétique rendent les surfaces très lisses et rapides. Cela est utile lors de la fabrication de plusieurs pièces à la fois.
Garder les outils propres et vérifier leur usure aide le polissage à mieux fonctionner. Cela conduit à une meilleure qualité de surface des pièces de verre optique.
Le contrôle de la finition de surface est très important pour les pièces en verre optique. Lorsque les fabricants se concentrent sur la finition de la surface, la forme des verres devient plus précise. Les experts vérifient cela en mesurer la rugosité de la surface, l'erreur de surface et l'ondulation . Ces éléments modifient le fonctionnement d’un objectif dans un système optique. Les chercheurs ont découvert que des erreurs de fixation et des outils usés peuvent modifier la précision de la surface. Les études de Kong et al. et Karl Zeiss Company a utilisé les mathématiques pour montrer comment la forme de la surface est liée aux performances optiques.
La rugosité de la surface provoque une diffusion de la lumière, ce qui réduit le contraste de l'image et provoque une distorsion.
De minuscules éléments sur la surface réfléchissent la lumière de plusieurs manières, ce qui réduit la qualité de l'image.
Les surfaces inégales modifient la phase de la lumière, ce qui peut nuire à la résolution et à la mise au point.
Les créateurs utilisent les nouvelles technologies pour résoudre ces problèmes. Le tournage lent d'outil assisté par vibrations ultrasoniques (UVSTS) contribue à rendre l'usinage plus rapide et plus précis. UVSTS peut atteindre une rugosité de surface aussi faible que 1 nm Sa, les résultats sont donc très précis sans étapes supplémentaires.
Le contrôle de la finition de surface est également important lors de la fabrication de nombreuses pièces en verre optique. De bonnes surfaces réduisent la diffusion et améliorent le contraste de l'image, ce qui améliore les performances optiques. Des règles plus strictes en matière de fouille permettent aux systèmes de mieux fonctionner, en particulier pour les lasers puissants. Des valeurs Ra inférieures aident à arrêter la diffusion et à laisser passer plus de lumière. Les filtres fabriqués selon des règles strictes peuvent durer plus de 10 000 heures tout en fonctionnant correctement.
Une mauvaise finition de surface entraîne une défaillance plus rapide des revêtements et entraîne davantage de réparations.
La production peut ralentir dans des endroits comme les usines de semi-conducteurs si la qualité de la surface diminue.
| du défi | Description | Technologie actuelle Relevant le défi |
|---|---|---|
| Haute précision | Le verre dur et cassant rend la précision difficile. | UVSTS rend le travail plus rapide et plus précis. |
| Formation de fissures | Des fissures peuvent survenir lors de la découpe. | UVSTS aide à prédire et à contrôler les fissures. |
| Qualité des surfaces | Les anciennes méthodes peuvent ne pas obtenir rapidement une bonne qualité. | UVSTS obtient une rugosité Sa de 1 nm sans étapes supplémentaires. |
Les fabricants doivent contrôler la finition des surfaces pour suivre le rythme de la production de masse et maintenir une qualité élevée. Ce contrôle garantit que chaque pièce en verre optique répond à des règles strictes et fonctionne bien dans son travail.
Les ingénieurs vérifient à quel point le verre optique est lisse ou rugueux. Ceci s'appelle mesure de la rugosité des surfaces . La rugosité de la surface modifie la façon dont la lumière se déplace dans le verre. Cela affecte également le fonctionnement du verre dans les appareils. L'ISO 21920 donne des règles pour mesurer la rugosité des surfaces. Ces règles comportent trois parties : l'état de surface, les termes et paramètres et les opérateurs de spécification. Cela aide les ingénieurs à parler clairement de ce qu’ils veulent.
Il existe trois manières principales de mesurer la rugosité d’une surface. Chaque manière montre quelque chose de différent sur la surface. Le tableau ci-dessous explique ces méthodes :
| Paramètre | Description | Contexte d'application typique |
|---|---|---|
| Râ | Mesure la hauteur moyenne des bosses de la surface. | Utilisé dans les dessins et les contrôles généraux de surface. |
| Rq | Affiche l'écart type des hauteurs de surface. | Aide à trouver de gros problèmes de texture de surface. |
| Rz | Calcule la moyenne des cinq plus hauts sommets et des cinq plus basses vallées. | Idéal pour sceller les surfaces et contrôler l'usure. |
Ra est simple à utiliser, mais il n’examine la surface qu’en deux dimensions. Il ne montre pas toute la forme de la surface. Rq et Rz donnent plus de détails sur la rugosité. L'utilisation de paramètres 3D aide les ingénieurs à mieux voir la surface et à savoir comment elle fonctionnera.
Astuce : La mesure de la rugosité des surfaces permet de détecter rapidement les problèmes. Il permet au verre optique de fonctionner correctement pendant longtemps.
Les profilomètres et autres outils aident à mesurer la rugosité des surfaces. Ces outils vérifient la forme des surfaces. Ils veillent à ce que les produits répondent à des règles strictes. Il existe deux principaux types de profilomètres : avec et sans contact.
Les profilomètres à contact utilisent un stylet pour toucher la surface. Ils sont très précis, mais peuvent rayer le verre souple.
Les profilomètres sans contact utilisent des lasers ou de la lumière pour scanner la surface. Ils ne touchent pas le verre, ils le gardent donc en sécurité. Ces outils sont rapides et peuvent vérifier de nombreuses surfaces.
Le tableau ci-dessous compare différents outils :
| Type d'outil | Capacités de mesure |
|---|---|
| Profilomètres optiques | Mesure sans contact des profils de surface, y compris l'élévation de la surface en fonction des coordonnées latérales. Peut détecter la forme de la surface, la rugosité et les défauts isolés. |
| Outils de métrologie des surfaces | Détermine la rugosité, le contour et d’autres paramètres de surface. Sans contact et adaptable à diverses tâches de mesure. Évalue les géométries et la rugosité selon les normes ISO. |
| Profileurs optiques 3D | Fournit une métrologie optique 3D précise, indépendante des caractéristiques de la surface. Adapté aux géométries complexes et au respect des normes ISO. |
De nouveaux outils de mesure de la rugosité des surfaces aident les fabricants à détecter rapidement les problèmes. Ils aident à maintenir les produits dans les bonnes limites. Ces outils fonctionnent pour les miroirs laser, les prismes et les plats en verre. Ils sont également utilisés pour la recherche et le contrôle de la qualité. Les méthodes sans contact pour mesurer la rugosité sont sûres et fiables. Mais ils peuvent coûter plus cher et ne pas fonctionner correctement sur des surfaces très rugueuses.
Remarque : Une bonne mesure de la rugosité de surface est importante pour les revêtements et les appareils optiques. Cela aide les produits à durer plus longtemps et à mieux fonctionner.

Source des images : pixels
La découpe mécanique utilise des outils spéciaux. Ces outils comprennent des disques diamantés et des scies à fil diamanté sans fin. Ils aident à façonner les pièces en verre optique avec une grande précision. Les disques diamantés peuvent couper des vitrocéramiques dures. Mais ce processus laisse souvent des dégâts sous la surface. Les scies à fil diamanté sans fin aident les outils à durer plus longtemps. Ils maintiennent également la finition de surface stable. Un tournage ultra-précis peut rendre les pièces plus exactes. Parfois, les bords s'aggravent lors de l'usinage.
Les vitrocéramiques sont solides mais se cassent facilement, elles sont donc difficiles à usiner.
Le meulage de précision rend les surfaces très précises, mais certains dommages restent sous la surface.
Le tournage ultra-précis présente des problèmes d'aggravation des bords.
| du type de preuve | Description |
|---|---|
| Rugosité de la surface | La rugosité de la surface change en fonction du style de coupe, du matériau et des paramètres de l'outil. |
| Taux de défauts | Une coupe plus rapide et des coupes plus profondes génèrent plus de défauts et une qualité inférieure. |
| Modèles de prédiction | Les ingénieurs utilisent des modèles pour deviner la rugosité de la surface à partir de la façon dont ils traitent les pièces. |
Comment fonctionnent les optiques en vitrocéramique ça dépend de la finition.
Le retrait des pièces fragiles peut endommager la surface et la zone située en dessous.
Le tournage régulier au diamant ne peut pas toujours éliminer la silice fondue en douceur.
Les scies à fil diamanté peuvent réduire le temps de polissage de 30 à 50 %. Cela permet d'économiser de l'argent et d'accélérer le travail. Les nouvelles méthodes de coupe réduisent également les dommages dus à la force et à la chaleur. Cela conduit à de meilleures surfaces et à une production plus rapide.
Astuce : Choisir la meilleure méthode de découpe mécanique permet de contrôler la finition de surface et les défauts lors de la découpe du verre optique.
La découpe au jet d’eau utilise de puissants jets d’eau pour couper le verre. De cette façon, vous réalisez des coupes douces et précises. Cela aide à améliorer la finition de la surface. La découpe au jet d'eau laisse de minuscules saignées, il y a donc peu de déchets. Le processus donne également une meilleure précision de taille. Cela fonctionne bien pour les travaux qui ne nécessitent pas de finition supplémentaire.
La découpe au jet d'air chaud utilise de l'air chaud pour trancher le verre. Cela peut aider à arrêter les petites fissures et à garder les bords nets. La découpe au jet d’eau et au jet d’air chaud permet d’obtenir de meilleurs bords et surfaces. Ceci est important lorsque vous faites beaucoup de pièces en verre optique.
La découpe au jet d’eau rend les pièces en verre plus belles.
Les petites saignées signifient moins de déchets et une meilleure précision.
De nombreuses entreprises utilisent la découpe au jet d’eau pour les pièces qui ne nécessitent pas de finition supplémentaire.
Remarque : La découpe au jet d'eau et au jet d'air chaud permet de conserver une bonne finition de surface et une bonne précision de taille lors de la découpe du verre optique.
La découpe laser utilise des faisceaux lumineux focalisés pour couper le verre. Le faisceau ne touche le verre que pendant une courte période. Cela empêche le verre de se plier ou de se fissurer. La découpe au laser permet d'obtenir des bords lisses et moins de petites fissures ou défauts. Contrairement aux anciennes méthodes, la découpe laser ne nécessite pas de ponçage après la découpe.
Verre aluminosilicate découpé avec un laser ns-355nm, puces d'environ 45,7 µm.
Un laser ps-1064 nm fabrique des puces inférieures à 5 µm.
Un laser fs-515 nm fabrique des puces si petites que vous ne pouvez pas les voir.
L'ablation laser descendante fonctionne bien pour le verre fin de moins de 0,5 mm avec des lasers ps ou fs.
L'ablation laser pulsée ascendante de 532 nm avec des impulsions plus courtes produit des copeaux plus petits, en particulier pour le verre épais de plus de 0,5 mm.
La découpe laser arrête les secousses et les chocs qui peuvent endommager le verre. Cette méthode rend les surfaces très lisses et permet de créer des formes délicates. Les nouveaux outils de découpe laser accélèrent également le travail et réduisent le gaspillage. Cela réduit les coûts de fabrication des pièces en verre optique.
La découpe laser crée moins de petites fissures et défauts.
Le processus donne des bords lisses sans travail supplémentaire.
Une meilleure efficacité signifie d’importantes économies dans la découpe du verre optique.
Astuce : La découpe au laser offre une grande précision et un contrôle de l'état de surface pour la découpe du verre optique. Il est parfait pour réaliser de nombreuses pièces et pour des utilisations avancées.

Source des images : pixels
Le polissage chimico-mécanique et le polissage du capot contribuent à rendre le verre optique plus lisse. Le polissage chimico-mécanique utilise un tampon et une boue pour enlever la matière. Cela fonctionne bien pour les surfaces planes mais pose problème avec les formes délicates. Le polissage du capot utilise un outil souple qui se plie pour s'adapter aux surfaces courbes. Il enlève rapidement de la matière et rend les surfaces très précises. Les deux méthodes permettent de fabriquer davantage de pièces en verre et de maintenir une qualité élevée.
| Méthode de polissage | Impact sur le débit | Impact sur le rendement |
|---|---|---|
| Polissage du capot | Enlève rapidement la matière et s'adapte aux verres incurvés | Surfaces très précises mais peuvent avoir des effets étranges |
| Polissage Chimique-Mécanique (CMP) | Fonctionne uniquement sur des surfaces planes, pas adapté aux formes délicates | Pas bon pour les formes étranges ou rondes |
Le polissage du capot utilise une manière flexible de polir. Cela fonctionne bien pour les objectifs incurvés et est très rapide. Le polissage chimico-mécanique utilise un gros tampon et mélange produits chimiques et frottements. Il contribue à rendre le verre plus lisse, mais ne fonctionne que pour les surfaces ouvertes.
| de la méthode de polissage | Caractéristiques | Limites |
|---|---|---|
| Polissage du capot | Outil flexible, enlèvement de matière rapide | Peut avoir des effets étranges comme se pencher et se détendre |
| Polissage Chimique-Mécanique (CMP) | Utilise un gros tampon, mélange des produits chimiques et frotte | Fonctionne uniquement pour les surfaces ouvertes, pas bon pour les formes étranges |
Ces les méthodes de polissage aident à contrôler la douceur du verre. Ils améliorent le verre pour fabriquer de nombreuses pièces. Cela signifie que les pièces en verre sont plus lisses et plus précises.
Le polissage du capot et le polissage chimico-mécanique contribuent à rendre le verre très lisse et à améliorer le nombre de bonnes pièces que vous obtenez, mais chaque méthode a ses propres problèmes.
Le polissage par lots assisté par champ magnétique et le polissage multi-jets sont de nouvelles façons de finir le verre. Le polissage par lots assisté par champ magnétique utilise des aimants pour déplacer de minuscules morceaux rugueux. Il peut polir plusieurs lentilles en même temps. Il rend le verre très lisse et conserve sa forme. Le polissage multi-jets utilise des jets de liquide rugueux pour polir le verre. Les deux méthodes rendent le polissage plus rapide et meilleur.
| Technique | Processus Temps | Amélioration de la rugosité de surface |
|---|---|---|
| CRG | 10 min (2−3 μm Rz à 0,1 μm Rz) | Grosse amélioration |
| MMJP | 75 secondes (0,21 μm Ra à 0,04 μm Ra) | Finition très exacte |
| MMJP | 40 secondes (0,32 μm Ra à 0,03 μm Ra) | Excellente qualité de surface |
Kang et son équipe ont rendu le verre plus lisse de 2 à 3 μm Rz à 0,1 μm Rz en 10 minutes à l'aide d'un polissage par lots assisté par champ magnétique.
Wang et son équipe ont rendu le verre plus lisse de 0,21 μm Ra à 0,04 μm en 75 secondes grâce à un polissage multi-jets.
Yin et son équipe ont obtenu une rugosité de 0,03 μm en seulement 40 secondes grâce au polissage multi-jets.
Le polissage par lots assisté par champ magnétique donne au verre l’apparence d’un miroir sans le blesser. Les aimants déplacent les morceaux bruts pour polir le verre en douceur. Cela rend le verre super lisse et très précis. Le polissage multi-jets améliore également le verre très rapidement. Les scientifiques ont découvert qu’un polissage plus long peut causer davantage de problèmes. L’utilisation d’aimants aide les jets à atteindre le bon endroit et les empêche de trop se propager.
| de la méthode de polissage | Avantages |
|---|---|
| Polissage multi-jets de fluide abrasif rotatif | Rend le verre plus lisse que les anciennes méthodes. |
| Calcul du faisceau d'ions | Très précis et fonctionne avec des matériaux souples, obtient un verre super lisse. |
| Finition magnétorhéologique | Vous permet de contrôler la force de frottement, maintient le verre en sécurité et le rend très lisse. |
Le polissage par lots assisté par champ magnétique et le polissage multi-jets contribuent à rendre le verre plus lisse et plus précis. Ces méthodes permettent de fabriquer rapidement de nombreuses pièces en verre et de conserver une belle surface.
Le polissage par lots assisté par champ magnétique et le polissage multi-jets rendent le verre lisse et finissent rapidement.
Garder les outils et le verre propres est important pour le polissage. Des outils propres aident à rendre le verre plus lisse et meilleur. Les outils de meulage diamantés CVD peuvent rendre le verre très lisse. Les meules diamantées fines CVD donnent une finition avec une rugosité de Ra 5 nm. La façon dont l’outil s’use modifie la douceur du verre.
Utilisez de l'air pour souffler la poussière sans endommager le verre.
Nettoyer avec des chiffons doux ou des mouchoirs pour lentilles. Ne frottez pas d'avant en arrière pour ne pas répandre la saleté.
Utilisez des nettoyants sûrs comme l’alcool isopropylique. Retirez la saleté au lieu de la déplacer.
De nouvelles méthodes de polissage, telles que le polissage multi-jets avec fluide abrasif rotatif et la modélisation par faisceau d'ions, aident à garder les outils propres et durent plus longtemps. Ces méthodes rendent le verre très lisse et précis. La finition magnétorhéologique utilise des aimants pour fabriquer un outil souple. Il rend le verre super lisse et ne le chauffe pas.
Un système de contrôle dans les machines de moulage du verre surveille la température, la pression et la vitesse. Il modifie les paramètres pendant le travail. Cela maintient la qualité stable et évite les erreurs lors de la fabrication de nombreuses pièces en verre.
Le polissage de l'airbag modifie la pression de l'air pour façonner le verre. Il aide à éliminer la matière uniformément et rend le verre plus lisse.
Le polissage magnétorhéologique utilise des aimants pour fabriquer un outil souple. Il rend le verre très lisse et ne le chauffe pas.
Regarder en temps réel les changements de température et de pression.
Les machines utilisent des capteurs et des programmes intelligents pour que tout fonctionne parfaitement.
Moins d’erreurs signifie une meilleure qualité et un verre plus lisse.
Garder les outils propres et surveiller leur usure aide le polissage à mieux fonctionner. Il garde le verre lisse et permet de fabriquer de nombreuses bonnes pièces.
Des outils propres et de nouvelles méthodes de polissage contribuent à rendre le verre très précis et à conserver une belle surface lors du polissage du verre optique.
Des études récentes montrent que le polissage UV-CMP et UEV-CMP rend le verre plus lisse et plus rapide à finir. Le tableau ci-dessous montre comment ces méthodes aident :
| Méthode de polissage | Matériau | Amélioration du MRR | Réduction de la rugosité de surface | Résultats supplémentaires |
|---|---|---|---|---|
| UV-CMP | À base de cuivre | 90% | 40% | Fonctionne plus rapidement et améliore les surfaces |
| UV-CMP | Saphir | 60% | 25% | Crée un nouveau produit chimique doux sur la surface |
| UEV-CMP | Silicium monocristallin | 700 nm/min | 11 nm | Enlève rapidement la couche douce |
| UV-CMP | SiC | 19,51% | N / A | Le mélange des ultrasons et de la réaction de Fenton permet d'accélérer le travail |
Les fabricants veillent à l'exactitude des choses en sélectionnant de bons matériaux, en utilisant des machines intelligentes, en testant beaucoup et en vérifiant souvent la qualité. À l’avenir, il y aura des nanorevêtements, des méthodes de travail écologiques, davantage de robots, l’impression 3D, de nouveaux matériaux et davantage de façons de fabriquer des pièces spéciales.
La finition de la surface modifie la façon dont la lumière se déplace dans l'optique. Les surfaces lisses aident les lentilles à mieux fonctionner. La qualité de surface élevée rend l'optique plus précise. Les surfaces ultra-lisses réduisent la diffusion. Cela donne des images plus claires et une meilleure efficacité.
Les fabricants utilisent une finition spéciale et un polissage rapide. Ces méthodes éliminent les petites bosses et rayures. Le polissage assisté par champ magnétique contribue à rendre les surfaces plus lisses. L'élimination chimico-mécanique est également utile. Ces étapes améliorent la précision et les performances.
La précision aide l’optique à focaliser la lumière de la bonne manière. Les optiques de haute précision nécessitent une texture de surface exacte. Une bonne précision signifie que l’optique fonctionne bien. La finition ultra lisse réduit les erreurs. Cela donne une meilleure efficacité et une durée de vie plus longue.
Les profilomètres et les outils de métrologie vérifient la texture et la précision des surfaces. Ces outils scannent la surface de l'optique. Les fabricants les utilisent pour répondre à des règles de qualité élevées. Des contrôles précis aident à contrôler la suppression. Cela maintient les surfaces ultra-lisses.
Un polissage rapide de haute qualité élimine rapidement les défauts. Cela rend les surfaces ultra-lisses. Les créateurs gagnent du temps et travaillent plus efficacement. L'optique répond à des normes strictes. Un polissage rapide permet de fabriquer des optiques de plus haute précision.









































