
zamknąć
Wybierz swoją witrynę
Światowy
Media społecznościowe
Wyświetlenia: 0 Autor: Edytor witryny Czas publikacji: 2025-11-07 Pochodzenie: Strona
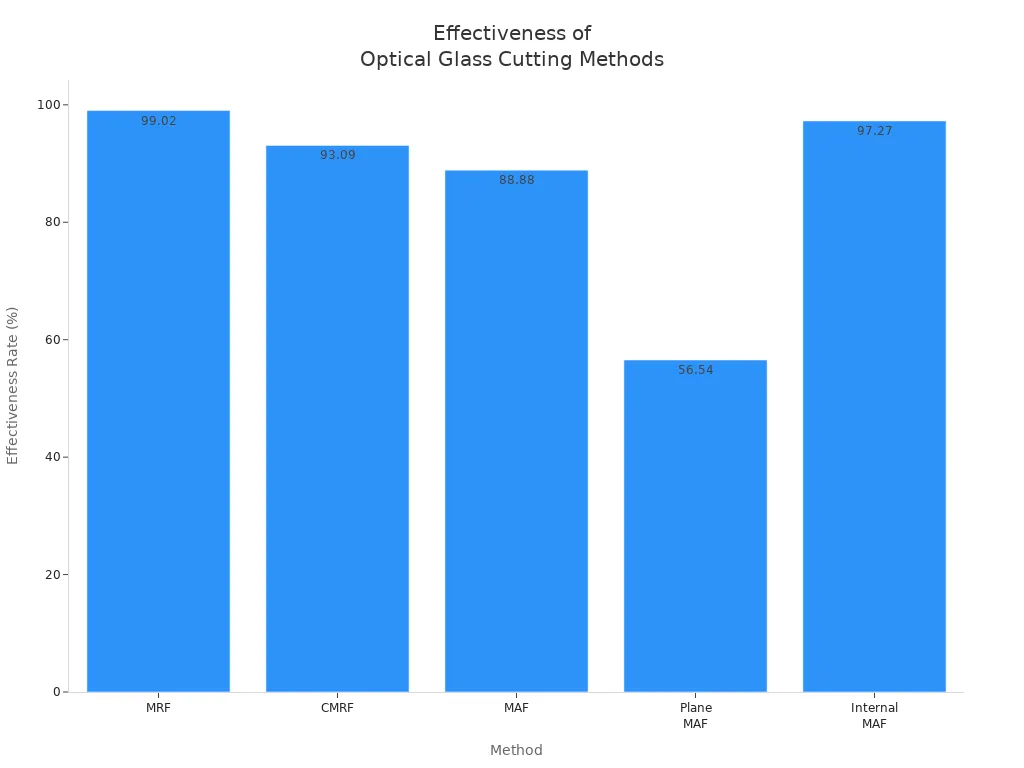
Bardzo ważne jest kontrolowanie gładkości powierzchni podczas cięcia szkła optycznego. Pomaga uzyskać dobrą wydajność optyczną. Twórcy stosują różne sposoby, aby utrzymać ładną powierzchnię. Najlepszymi metodami są wykańczanie magnetoreologiczne (MRF) i wykańczanie wspomagane wewnętrznym polem magnetycznym (wewnętrzny MAF). Metody te działają dobrze, a ich skuteczność przekracza 97%.
| metody (%) | Wskaźnik skuteczności |
|---|---|
| MRF | 99.02 |
| CMRF | 93.09 |
| MAF | 88.88 |
| Samolot MAF | 56.54 |
| Wewnętrzny MAF | 97.27 |
Nowe narzędzia do cięcia i polerowania, takie jak cięcie laserowe i obróbka CNC, sprawiają, że wszystko jest lepsze i szybsze. Te nowe narzędzia pomagają w wykonywaniu dokładnych części i pozwalają na wykonanie ich wielu na raz.
Ważne jest, aby kontrolować wykończenie powierzchni dobre parametry optyczne . Gładkie powierzchnie sprawiają, że soczewki działają lepiej i rozpraszają mniej światła.
Nowe metody cięcia, takie jak cięcie laserowe i obróbka CNC, sprawiają, że szkło optyczne jest bardziej precyzyjne i szybsze w produkcji.
Dobry pomiar chropowatości powierzchni pomaga wcześnie wykryć problemy. Dzięki temu części optyczne będą służyć długo i zachować wysoką jakość.
Zaawansowane metody polerowania, takie jak polerowanie wspomagane polem magnetycznym, sprawiają, że powierzchnie są bardzo gładkie i robią to szybko. Pomaga to przy wykonywaniu wielu części na raz.
Utrzymywanie narzędzi w czystości i sprawdzanie ich zużycia pomaga w lepszym działaniu polerowania. Prowadzi to do lepszej jakości powierzchni kawałków szkła optycznego.
Kontrola wykończenia powierzchni jest bardzo ważna w przypadku części ze szkła optycznego. Kiedy twórcy skupiają się na wykończeniu powierzchni, soczewki zyskują dokładniejszy kształt. Eksperci sprawdzają to m.in pomiar chropowatości powierzchni, błędu powierzchni i falistości . Te rzeczy zmieniają skuteczność obiektywu w układzie optycznym. Naukowcy odkryli, że błędy w mocowaniach i zużytych narzędziach mogą zmienić dokładność powierzchni. Badania Konga i in. i Karl Zeiss Company wykorzystali matematykę, aby pokazać, jak kształt powierzchni wiąże się z wydajnością optyczną.
Chropowatość powierzchni powoduje rozproszenie światła, co obniża kontrast obrazu i powoduje zniekształcenia.
Drobne elementy na powierzchni odbijają światło na wiele sposobów, co pogarsza jakość obrazu.
Nierówne powierzchnie zmieniają fazę światła, co może pogorszyć rozdzielczość i ostrość.
Twórcy wykorzystują nowe technologie, aby rozwiązać te problemy. Powolne toczenie serwo narzędziowe wspomagane wibracjami ultradźwiękowymi (UVSTS) pomaga przyspieszyć i dokładniejszą obróbkę. UVSTS może osiągnąć chropowatość powierzchni tak niską jak 1 nm Sa, dzięki czemu wyniki są bardzo precyzyjne i nie wymagają dodatkowych kroków.
Kontrola wykończenia powierzchni ma również znaczenie przy wytwarzaniu wielu części ze szkła optycznego. Dobre powierzchnie zmniejszają rozpraszanie i poprawiają kontrast obrazu, co poprawia wydajność optyczną. Bardziej rygorystyczne zasady „od podstaw” sprawiają, że systemy działają lepiej, szczególnie w przypadku silnych laserów. Niższe wartości Ra pomagają zatrzymać rozpraszanie i przepuszczają więcej światła. Filtry wykonane według rygorystycznych zasad mogą wytrzymać ponad 10 000 godzin i nadal działać dobrze.
Złe wykończenie powierzchni powoduje szybsze niszczenie powłok i oznacza więcej napraw.
Produkcja może spowolnić w miejscach takich jak fabryki półprzewodników, jeśli jakość powierzchni spadnie.
| wyzwania | Opis | Obecna technologia Sprostanie wyzwaniu |
|---|---|---|
| Wysoka precyzja | Twarde i kruche szkło utrudnia precyzję. | UVSTS sprawia, że praca jest szybsza i dokładniejsza. |
| Tworzenie się pęknięć | Podczas cięcia mogą wystąpić pęknięcia. | UVSTS pomaga przewidywać i kontrolować pęknięcia. |
| Jakość powierzchni | Stare metody mogą nie zapewniać dobrej jakości szybko. | UVSTS uzyskuje chropowatość Sa o wartości 1 nm bez dodatkowych kroków. |
Producenci muszą kontrolować wykończenie powierzchni, aby nadążać za masową produkcją i utrzymywać wysoką jakość. Ta kontrola gwarantuje, że każda część ze szkła optycznego spełnia rygorystyczne zasady i dobrze spełnia swoje zadanie.
Inżynierowie sprawdzają, jak gładkie lub szorstkie jest szkło optyczne. To się nazywa pomiar chropowatości powierzchni . Chropowatość powierzchni zmienia sposób poruszania się światła w szkle. Ma to także wpływ na to, jak dobrze szkło sprawdza się w urządzeniach. ISO 21920 podaje zasady pomiaru chropowatości powierzchni. Reguły te składają się z trzech części: wykończenie powierzchni, terminy i parametry oraz operatory specyfikacji. Pomaga to inżynierom jasno mówić o tym, czego chcą.
Istnieją trzy główne sposoby pomiaru chropowatości powierzchni. Każdy sposób pokazuje coś innego na temat powierzchni. Poniższa tabela wyjaśnia te sposoby:
| Parametr | Opis | Typowy kontekst aplikacji |
|---|---|---|
| Ra | Mierzy średnią wysokość nierówności powierzchni. | Używany na rysunkach i ogólnych kontrolach powierzchni. |
| Rq | Pokazuje odchylenie standardowe wysokości powierzchni. | Pomaga znaleźć duże problemy w fakturze powierzchni. |
| Rz | Oblicza średnią z pięciu najwyższych szczytów i pięciu najniższych dolin. | Dobry do uszczelniania powierzchni i kontroli zużycia. |
Ra jest prosty w użyciu, ale patrzy tylko na powierzchnię w dwóch wymiarach. Nie pokazuje całego kształtu powierzchni. Rq i Rz podają więcej szczegółów na temat chropowatości. Korzystanie z parametrów 3D pomaga inżynierom lepiej zobaczyć powierzchnię i wiedzieć, jak będzie ona działać.
Wskazówka: Pomiar chropowatości powierzchni pomaga wcześnie wykryć problemy. Zapewnia dobrą pracę szkła optycznego przez długi czas.
Profilometry i inne narzędzia pomagają mierzyć chropowatość powierzchni. Narzędzia te sprawdzają kształt powierzchni. Dbają o to, aby produkty spełniały rygorystyczne zasady. Istnieją dwa główne typy profilometrów: kontaktowe i bezkontaktowe.
Profilometry kontaktowe wykorzystują rysik do dotykania powierzchni. Są bardzo dokładne, ale mogą zarysować miękkie szkło.
Profilometry bezkontaktowe wykorzystują lasery lub światło do skanowania powierzchni. Nie dotykają szyby, dzięki czemu są bezpieczne. Narzędzia te są szybkie i mogą sprawdzić wiele powierzchni.
Poniższa tabela porównuje różne narzędzia:
| Typ narzędzia | Możliwości pomiarowe |
|---|---|
| Profilometry optyczne | Bezkontaktowy pomiar profili powierzchni, w tym wzniesienie powierzchni w funkcji współrzędnych bocznych. Potrafi wykryć kształt powierzchni, chropowatość i izolowane defekty. |
| Narzędzia do metrologii powierzchni | Określa chropowatość, kontur i inne parametry powierzchni. Bezkontaktowy i przystosowany do różnych zadań pomiarowych. Ocenia geometrię i chropowatość zgodnie z normami ISO. |
| Profilery optyczne 3D | Zapewnia dokładną metrologię optyczną 3D, niezależną od charakterystyki powierzchni. Nadaje się do skomplikowanych geometrii i zgodności z normami ISO. |
Nowe narzędzia do pomiaru chropowatości powierzchni pomagają twórcom wcześnie wykrywać problemy. Pomagają utrzymać produkty w odpowiednich limitach. Narzędzia te działają w przypadku zwierciadeł laserowych, pryzmatów i płaskowników szklanych. Wykorzystuje się je także do badań i sprawdzania jakości. Bezdotykowe sposoby pomiaru chropowatości są bezpieczne i niezawodne. Mogą jednak kosztować więcej i mogą nie działać dobrze na bardzo szorstkich powierzchniach.
Uwaga: Dobry pomiar chropowatości powierzchni jest ważny w przypadku powłok i urządzeń optycznych. Pomaga produktom przetrwać dłużej i działać lepiej.

Źródło obrazu: piksel
Cięcie mechaniczne wykorzystuje specjalne narzędzia. Narzędzia te obejmują tarcze diamentowe i piły diamentowe bez końca. Pomagają kształtować części ze szkła optycznego z dużą dokładnością. Tarcze diamentowe mogą ciąć twardą ceramikę szklaną. Jednak proces ten często pozostawia uszkodzenia pod powierzchnią. Bezkońcowe piły diamentowe zwiększają trwałość narzędzi. Utrzymują także stabilność wykończenia powierzchni. Ultraprecyzyjne toczenie może sprawić, że części będą bardziej dokładne. Czasami krawędzie ulegają pogorszeniu podczas obróbki.
Ceramika szklana jest mocna, ale łatwo pęka, dlatego trudno ją obrabiać.
Precyzyjne szlifowanie sprawia, że powierzchnie są bardzo dokładne, ale niektóre uszkodzenia pozostają pod powierzchnią.
Podczas toczenia ultraprecyzyjnego występują problemy z pogarszaniem się krawędzi.
| rodzaju dowodu | Opis |
|---|---|
| Chropowatość powierzchni | Chropowatość powierzchni zmienia się w zależności od stylu cięcia, materiału i ustawień narzędzia. |
| Wskaźniki defektów | Szybsze cięcie i głębsze cięcia powodują więcej defektów i niższą jakość. |
| Modele prognostyczne | Inżynierowie używają modeli, aby odgadnąć chropowatość powierzchni na podstawie sposobu obróbki części. |
Jak dobrze działa optyka szklano-ceramiczna zależy od wykończenia.
Usunięcie kruchych części może uszkodzić powierzchnię i obszar poniżej.
Regularne toczenie diamentu nie zawsze pozwala na płynne usuwanie topionej krzemionki.
Piły diamentowe mogą skrócić czas polerowania o 30–50%. Oszczędza to pieniądze i przyspiesza pracę. Nowe metody cięcia zmniejszają również uszkodzenia spowodowane siłą i ciepłem. Prowadzi to do uzyskania lepszych powierzchni i szybszej produkcji.
Wskazówka: Wybór najlepszej metody cięcia mechanicznego pomaga kontrolować wykończenie powierzchni i wady cięcia szkła optycznego.
Cięcie strumieniem wody wykorzystuje do cięcia szkła silne strumienie wody. W ten sposób wykonujemy gładkie i dokładne cięcia. Dzięki temu wykończenie powierzchni wygląda lepiej. Cięcie strumieniem wody pozostawia drobne nacięcia, dzięki czemu powstaje niewiele odpadów. Proces ten zapewnia również lepszą dokładność wymiarową. Świetnie sprawdza się w przypadku prac, które nie wymagają dodatkowego wykończenia.
Cięcie strumieniem gorącego powietrza wykorzystuje gorące powietrze do krojenia szkła. Pomoże to zatrzymać drobne pęknięcia i sprawi, że krawędzie będą schludne. Zarówno cięcie strumieniem wody, jak i strumieniem gorącego powietrza pomaga uzyskać lepsze krawędzie i powierzchnie. Jest to ważne przy robieniu dużej ilości części ze szkła optycznego.
Cięcie strumieniem wody sprawia, że szklane części wyglądają ładniej.
Małe nacięcia oznaczają mniej odpadów i większą dokładność.
Wiele firm stosuje cięcie strumieniem wody w przypadku części, które nie wymagają dodatkowego wykończenia.
Uwaga: Cięcie strumieniem wody i gorącym powietrzem pomaga zachować dobre wykończenie powierzchni i dokładność wymiarową podczas cięcia szkła optycznego.
Cięcie laserowe wykorzystuje skupione wiązki światła do cięcia szkła. Wiązka dotyka szyby tylko przez krótki czas. Dzięki temu szkło nie będzie się wyginać ani pękać. Cięcie laserowe zapewnia gładkie krawędzie i mniej drobnych pęknięć lub defektów. W przeciwieństwie do starszych sposobów, cięcie laserowe nie wymaga szlifowania po cięciu.
Szkło glinokrzemianowe cięte laserem ns-355nm o średnicy około 45,7µm.
Laser ps-1064nm wytwarza chipy mniejsze niż 5µm.
Laser fs-515nm wytwarza chipy tak małe, że ich nie widać.
Ablacja laserowa z góry na dół działa dobrze w przypadku cienkiego szkła o grubości poniżej 0,5 mm za pomocą laserów ps lub fs.
Ablacja laserowa impulsowa od dołu do góry o długości fali 532 nm z krótszymi impulsami pozwala uzyskać mniejsze wióry, szczególnie w przypadku szkła o grubości powyżej 0,5 mm.
Cięcie laserowe zatrzymuje drgania i wstrząsy, które mogą uszkodzić szkło. W ten sposób powierzchnie są bardzo gładkie i pomagają tworzyć skomplikowane kształty. Nowe narzędzia do cięcia laserowego przyspieszają także pracę i zmniejszają ilość odpadów. Obniża to koszty wytwarzania części ze szkła optycznego.
Cięcie laserowe powoduje mniej drobnych pęknięć i defektów.
Proces daje gładkie krawędzie bez dodatkowej pracy.
Większa wydajność oznacza duże oszczędności w cięciu szkła optycznego.
Wskazówka: Cięcie laserowe zapewnia dużą precyzję i kontrolę wykończenia powierzchni w przypadku cięcia szkła optycznego. Doskonale nadaje się do wykonywania wielu części oraz do zaawansowanych zastosowań.

Źródło obrazu: piksel
Polerowanie chemiczno-mechaniczne i polerowanie maski pomagają uzyskać gładszą powierzchnię szkła optycznego. Polerowanie chemiczno-mechaniczne wykorzystuje pad i zawiesinę do usunięcia materiału. Działa to dobrze w przypadku płaskich powierzchni, ale ma problemy z trudnymi kształtami. Do polerowania maski używa się miękkiego narzędzia, które wygina się, dopasowując się do zakrzywionych powierzchni. Szybko usuwa materiał i sprawia, że powierzchnie są bardzo dokładne. Obydwa sposoby pomagają wytwarzać więcej szklanych części i utrzymywać wysoką jakość.
| Metoda polerowania | Wydajność Wpływ | Wpływ na wydajność |
|---|---|---|
| Polerowanie maski | Szybko usuwa materiał i pasuje do zakrzywionych soczewek | Bardzo dokładne powierzchnie, ale mogą mieć dziwne efekty |
| Polerowanie chemiczno-mechaniczne (CMP) | Działa tylko na płaskich powierzchniach, nie nadaje się do trudnych kształtów | Nie nadaje się do dziwnych lub okrągłych kształtów |
Polerowanie maski wykorzystuje elastyczny sposób polerowania. Działa dobrze w przypadku zakrzywionych soczewek i jest bardzo szybki. Polerowanie chemiczno-mechaniczne wykorzystuje duży pad i łączy w sobie środki chemiczne i tarcie. Pomaga wygładzić szkło, ale działa tylko na otwartych powierzchniach.
| metody polerowania | właściwości | Ograniczenia |
|---|---|---|
| Polerowanie maski | Elastyczne narzędzie, szybkie usuwanie materiału | Może powodować dziwne efekty, takie jak zginanie się i relaksowanie |
| Polerowanie chemiczno-mechaniczne (CMP) | Używa dużej podkładki, miesza chemikalia i pociera | Działa tylko na otwartych powierzchniach, nie nadaje się do dziwnych kształtów |
Te Sposoby polerowania pomagają kontrolować gładkość szkła. Sprawiają, że szkło jest lepsze do wykonywania wielu części. Oznacza to, że części szklane są gładsze i dokładniejsze.
Polerowanie maski i polerowanie chemiczno-mechaniczne pomagają uczynić szkło bardzo gładkim i poprawić liczbę dobrych części, ale każdy ze sposobów ma swoje własne problemy.
Polerowanie wsadowe wspomagane polem magnetycznym i polerowanie wielostrumieniowe to nowe sposoby wykańczania szkła. Polerowanie wsadowe wspomagane polem magnetycznym wykorzystuje magnesy do przenoszenia drobnych, szorstkich kawałków. Może polerować wiele soczewek jednocześnie. Sprawia, że szkło jest bardzo gładkie i zachowuje odpowiedni kształt. Polerowanie wielostrumieniowe wykorzystuje strumienie szorstkiej cieczy do polerowania szkła. Obydwa sposoby sprawiają, że polerowanie jest szybsze i lepsze.
| Technika | Czas procesu | Poprawa chropowatości powierzchni |
|---|---|---|
| MAF | 10 min (2-3 μm Rz do 0,1 μm Rz) | Duża poprawa |
| MMJP | 75 sekund (0,21 μm Ra do 0,04 μm Ra) | Bardzo dokładne wykończenie |
| MMJP | 40 sekund (0,32 μm Ra do 0,03 μm Ra) | Świetna jakość powierzchni |
Kang i zespół wygładzili szkło od 2–3 μm Rz do 0,1 μm Rz w 10 minut, stosując polerowanie wsadowe wspomagane polem magnetycznym.
Wang i zespół wygładzili szkło od 0,21 μm Ra do 0,04 μm w 75 sekund dzięki polerowaniu wielostrumieniowemu.
Yin i zespół uzyskali chropowatość 0,03 μm w zaledwie 40 sekund dzięki polerowaniu wielostrumieniowemu.
Polerowanie wsadowe wspomagane polem magnetycznym sprawia, że szkło wygląda jak lustro, nie uszkadzając go. Magnesy przesuwają szorstkie kawałki, aby delikatnie polerować szkło. Dzięki temu szkło jest wyjątkowo gładkie i bardzo dokładne. Polerowanie wielostrumieniowe również bardzo szybko poprawia jakość szkła. Naukowcy odkryli, że dłuższe polerowanie może powodować więcej problemów. Użycie magnesów pomaga strumieniom trafić we właściwe miejsce i zapobiega ich nadmiernemu rozprzestrzenianiu się.
| metody polerowania | Zalety |
|---|---|
| Obrotowe polerowanie wielostrumieniowe płynem ściernym | Sprawia, że szkło jest gładsze niż stare sposoby. |
| Obliczanie wiązki jonów | Bardzo dokładny i współpracuje z miękkimi materiałami, uzyskuje super gładkie szkło. |
| Wykończenie magnetoreologiczne | Pozwala kontrolować siłę tarcia, zabezpiecza szkło i sprawia, że jest ono bardzo gładkie. |
Polerowanie wsadowe i polerowanie wielostrumieniowe wspomagane polem magnetycznym sprawiają, że szkło jest gładsze i dokładniejsze. Dzięki tym sposobom można szybko wykonać wiele szklanych części i zachować ładną powierzchnię.
Polerowanie wsadowe i polerowanie wielostrumieniowe wspomagane polem magnetycznym sprawiają, że szkło jest gładkie i szybkie.
Podczas polerowania ważne jest utrzymywanie narzędzi i szkła w czystości. Czyste narzędzia sprawiają, że szkło jest gładsze i lepsze. Diamentowe narzędzia szlifierskie CVD mogą sprawić, że szkło będzie bardzo gładkie. Drobne tarcze diamentowe CVD zapewniają wykończenie o chropowatości Ra 5 nm. Sposób zużywania się narzędzia zmienia gładkość szkła.
Użyj powietrza, aby zdmuchnąć kurz, nie uszkadzając szyby.
Czyścić miękkimi ściereczkami lub chusteczkami do soczewek. Nie pocieraj w tę i z powrotem, aby nie rozprowadzić brudu.
Używaj bezpiecznych środków czyszczących, takich jak alkohol izopropylowy. Wyciągnij brud, zamiast go przenosić.
Nowe metody polerowania, takie jak polerowanie wielostrumieniowe przy użyciu obrotowego płynu ściernego i kształtowanie wiązką jonową, pomagają utrzymać narzędzia w czystości i wydłużają ich trwałość. Dzięki tym sposobom szkło jest bardzo gładkie i dokładne. Wykańczanie magnetoreologiczne wykorzystuje magnesy do wytworzenia miękkiego narzędzia. Sprawia, że szkło jest super gładkie i nie nagrzewa się.
Układ sterowania w maszynach do formowania szkła monitoruje temperaturę, ciśnienie i prędkość. Zmienia ustawienia podczas pracy. Utrzymuje to stałą jakość i zapobiega błędom podczas wykonywania wielu części szklanych.
Polerowanie poduszek powietrznych zmienia ciśnienie powietrza w celu nadania kształtu szybie. Pomaga równomiernie usunąć materiał i sprawia, że szkło jest gładsze.
Polerowanie magnetoreologiczne wykorzystuje magnesy do wytworzenia miękkiego narzędzia. Sprawia, że szkło jest bardzo gładkie i nie nagrzewa się.
Oglądanie w czasie rzeczywistym zmian temperatury i ciśnienia.
Maszyny korzystają z czujników i inteligentnych programów, aby wszystko było w porządku.
Mniej błędów oznacza lepszą jakość i gładsze szkło.
Utrzymywanie narzędzi w czystości i obserwowanie zużycia pomaga lepiej polerować. Utrzymuje gładkość szkła i pomaga w wytwarzaniu wielu dobrych części.
Czyste narzędzia i nowe sposoby polerowania sprawiają, że szkło jest bardzo dokładne i utrzymuje piękną powierzchnię podczas polerowania szkła optycznego.
Ostatnie badania pokazują, że polerowanie UV-CMP i UEV-CMP sprawia, że szkło jest gładsze i szybsze w wykończeniu. Poniższa tabela pokazuje, w jaki sposób te metody są pomocne:
| Metoda polerowania | Materiał | Poprawa MRR | Zmniejszenie chropowatości powierzchni | Dodatkowe ustalenia |
|---|---|---|---|---|
| UV-CMP | Na bazie miedzi | 90% | 40% | Działa szybciej i sprawia, że powierzchnie stają się lepsze |
| UV-CMP | Szafir | 60% | 25% | Tworzy na powierzchni nową, miękką substancję chemiczną |
| UEV-CMP | Monokrystaliczny krzem | 700 nm/min | 11 mil morskich | Szybko usuwa miękką warstwę |
| UV-CMP | SiC | 19,51% | Nie dotyczy | Mieszanie reakcji ultradźwiękowej i Fentona pomaga przyspieszyć pracę |
Twórcy dbają o dokładność, wybierając dobre materiały, używając inteligentnych maszyn, dużo testując i często sprawdzając jakość. W przyszłości pojawią się nanopowłoki, ekologiczne sposoby pracy, więcej robotów, druk 3D, nowe materiały i więcej sposobów wytwarzania specjalnych części.
Wykończenie powierzchni zmienia sposób poruszania się światła w optyce. Gładkie powierzchnie sprawiają, że soczewki działają lepiej. Wysoka jakość powierzchni sprawia, że optyka jest dokładniejsza. Ultra gładkie powierzchnie zmniejszają rozpraszanie. Zapewnia to wyraźniejszy obraz i lepszą wydajność.
Twórcy stosują specjalne wykończenie i szybkie polerowanie. Te sposoby usuwają drobne nierówności i zadrapania. Polerowanie wspomagane polem magnetycznym pomaga uzyskać gładszą powierzchnię. Pomocne jest również usuwanie chemiczno-mechaniczne. Te kroki poprawiają dokładność i wydajność.
Dokładność pomaga optyce skupić światło we właściwy sposób. Precyzyjna optyka wymaga dokładnej tekstury powierzchni. Dobra celność oznacza, że optyka działa dobrze. Ultra gładkie wykończenie zmniejsza liczbę błędów. Zapewnia to lepszą wydajność i dłuższą żywotność.
Profilometry i narzędzia metrologiczne sprawdzają teksturę i dokładność powierzchni. Narzędzia te skanują powierzchnię optyki. Twórcy wykorzystują je, aby spełnić wysokie wymagania jakościowe. Dokładne kontrole pomagają kontrolować usuwanie. Dzięki temu powierzchnie są wyjątkowo gładkie.
Wysokiej jakości szybkie polerowanie szybko usuwa defekty. Dzięki temu powierzchnie są wyjątkowo gładkie. Twórcy oszczędzają czas i pracują wydajniej. Optyka spełnia rygorystyczne normy. Szybkie polerowanie pomaga uzyskać bardziej precyzyjną optykę.









































